

Analysis and measurement of interface temperature of TC17 linear friction welding
-
摘要:
焊接过程中的界面温度是研究接头组织形成变化机理的关键参量。根据线性摩擦焊接过程准稳定摩擦阶段焊件中(不包括飞边)准稳定温度场基本保持不变,所产生的热量主要被飞边带走的特点,通过理论分析,求解出了线性摩擦焊接过程准稳定摩擦阶段焊接界面的平均温度,利用半自然热电偶实际测量了TC17钛合金线性摩擦焊接时的焊接界面不同位置的温度变化。结果表明,典型参数下TC17准稳定摩擦阶段焊接界面的实测温度大约为1 228 ℃,焊后冷却至500 ℃的速度约52 ℃/s,准稳定摩擦阶段焊接界面中心点和边缘点的温度相差不超过10 ℃,界面中心点的升温速率以及降温速率均高于边缘点,测量值与理论计算值相差不超过10%。
Abstract:The welding temperature during the linear friction welding is the key parameter to study the formation and change mechanism of joint microstructure. According to the characteristics that the temperature field of weldment (excluding flash) remains basically unchanged in the quasi stable friction stage of linear friction welding process, and the heat generated is mainly taken away by flash. The average temperature of welding interface of titanium alloy TC17 in quasi stable friction stage during friction welding is solved through theoretical analysis. The temperature changes at different positions of the welding interface during linear friction welding of TC17 titanium alloy were measured by semi natural thermocouple. The results show that the measured temperature of the welding interface at the quasi stable friction stage of TC17 under typical parameters is about 1 228 ℃, and the cooling speed to 500 ℃ after welding is about 52 ℃/s. In the quasi stable friction stage, the temperature difference between the center point and the edge point of the welding interface is no more than 10 ℃, and the heating rate and cooling rate of the center point of the interface are higher than those of the edge point. The difference between the measured value and the theoretical calculated value is not more than 10%.
-
0. 前言
线性摩擦焊作为一种高效、高质量、高可靠性的固相焊接技术,在整体叶盘的制造中具有极大的优势,已经成为航空航天领域一项关键技术。焊接过程中界面温度直接影响接头的组织转变、连接机理和力学性能。通过分析测量焊接过程界面的温度,可以研究接头组织形成机理、连接强度变化趋势,并判断接头的可靠性。此外,由于界面温度与焊接过程的各个焊接参数直接相关,通过分析界面温度还能优化焊接参数,提高焊接质量。
Kuroiwa等人[1]研究了不同振动频率和摩擦压力下中碳钢板的线性摩擦焊,发现焊接温度随焊接频率的降低而降低,随压力的增大而降低。季英萍[2]采用ABAQUS软件对TC17线性摩擦焊接头进行了模拟,发现界面温度高达1 030 ℃。杜随更等人[3]提出了一种半自然热电偶测温法,其可以直接测量异种或同种材料焊接时摩擦界面的温度及其分布。Kelly等人[4 − 5]给出了焊接过程中的热输入模型,表明热输入功率的大小与振幅以及频率成正比。苏宇等人[6]表明,在焊接界面发生屈服后,界面热输入来源于塑性变形,与屈服应力相关。温国栋[7]基于傅里叶热传导方程,结合实际的测温结果,得到了异种钛合金准稳态温度场数学方程。
摩擦焊的速度快、焊接界面动态移动且温度高的特点,致使焊件上温度的实时检测困难,不仅测量仪器的安装困难,且对测量仪器的测量范围、精度及响应速度都有很高要求。半自然热电偶响应速度快,可以实时测量摩擦界面不同位置的温度。文中基于文献[3]提出的半自然热电偶测温法,首先通过标定试验,得到了NiCr-TC17热电偶温度与热电势的关系,测量了钛合金TC17线性摩擦焊接过程中焊接界面的温度及分布。同时,进行了准稳定摩擦阶段线性摩擦焊接界面平均温度的理论推导,建立了理论温度与焊接参数的数学关系,并对比了温度计算值与实测值,为分析TC17钛合金线性摩擦焊接接头微观组织的变化规律提供了温度依据。
1. 准稳定摩擦阶段线性摩擦焊界面平均温度解析
线性摩擦焊接过程中准稳定摩擦阶段的特点是沿轴向的导热速度等于飞边形成速度,或焊件缩短速度。焊件中的温度场基本不变,轴向缩短速率也基本恒定。飞边在此阶段稳定形成,而飞边的实质即为被挤出的高温区粘塑性金属,故认为飞边挤出焊接区时的温度与焊接界面的温度相同。
解析模型的建立基于以下几点假设:①整个焊接过程中,热物理常数不随温度改变;②焊接界面上温度均匀分布,不考虑界面中心与边缘的温度差异;③忽略焊件与空气的热交换,只考虑焊件上的热传导和飞边带走的热量。
材料的屈服强度$ {\sigma }_{\rm s} $与温度T的关系为
$$ {\sigma }_{\rm s} =k(T) $$ (1) 根据Mises屈服准则,界面剪切应力τ与屈服应力的关系可表示为
$$ \tau =\dfrac{{\sigma }_{\rm s}}{\sqrt{3}} $$ (2) 摩擦界面的产热功率W为
$$ W=\eta \tau S\bar{v} $$ (3) 式中:η是热效率(η在0.90~0.95之间);S是摩擦界面的面积;$ \bar{v} $为振动试件的平均速度。
线性摩擦焊接过程中振动试件的平均速度$ \bar{v} $[8]为
$$ \bar{v}=\dfrac{{T}_{\rm{z}}}{4}{\int }_{0}^{{T}_{\rm z}/4}A\omega {\rm{cos}}\;\omega t{\rm{d}}t=\dfrac{4A}{{T}_{\rm{z}}}=4Af $$ (4) 式中:$ A $是振幅;$ \omega $是角速度;t为时间变量;${T}_{\rm{z}}$为周期;f为频率。
摩擦界面产热功率为
$$ W=\eta \tau S\bar{v}=\dfrac{4}{\sqrt{3}}\eta SAf{\sigma }_{\rm s} $$ (5) 准稳定摩擦阶段焊件轴向的温度分布示意如图1所示。假定在t时刻线性摩擦焊接进入准稳定摩擦阶段,此时,焊接界面在x = 0处, 这一时刻沿焊件轴向的温度分布如图1中黑色实线所示。经dt时间,焊接界面塑性变形区扩展至x = dx处,此时,焊件中的温度分布为图中黑色虚线所表示的。同时经dt时间,单侧焊件产生了dx的轴向缩短,形成飞边,相当于焊接界面又回到x = 0处,沿焊件轴向的温度分布仍如图1中黑色实线所示。所以,准稳定摩擦阶段可将焊件上的温度场看作一个准稳定温度场,在此温度场下,焊件中保持的热量是不随时间而变化的。准稳定摩擦阶段塑性变形产生的热量全部由飞边带走,界面产热与飞边带走的热量是动态平衡的。
设焊件的初始温度(环境温度)为$ {T}_{\mathrm{s}} $,飞边的温度为$ {T}_{\mathrm{w}} $,单位时间内形成的飞边的体积为dV,即
$$ {\rm{d}}V=S\dot{L} $$ (6) 式中:$ \dot{L} $为准稳定摩擦阶段的摩擦缩短速率。
单位时间内飞边带走的热量为$ {Q}_{1} $,即
$$ {Q}_{1}=c\rho {\rm{d}}V\left({T}_{\rm w}-{T}_{\rm s}\right)=c\rho S\dot{L}\left({T}_{\rm w}-{T}_{\rm s}\right) $$ (7) 式中:$ c\mathrm{为}\mathrm{材}\mathrm{料}\mathrm{的}\mathrm{比}\mathrm{热}\mathrm{容};\rho $为材料的密度。
单位时间内的产热设为$ {Q}_{2} $,即
$$ {Q}_{2}=\dfrac{4}{\sqrt{3}}\eta SAf{\sigma }_{\mathrm{s}} $$ (8) 有$ {Q}_{1}={Q}_{2} $,即
$$ \mathrm{c}\mathrm{\rho }S\dot{L}\left({T}_{\mathrm{w}}-{T}_{\mathrm{s}}\right)=\dfrac{4}{\sqrt{3}}\eta SAf{\sigma }_{\mathrm{s}} $$ (9) 准稳定摩擦阶段界面温度${T}_{\rm w}$表达式为
$$ {T}_{\rm w}={T}_{\mathrm{s}}+\dfrac{4\eta Af{\sigma }_{\rm s}}{\sqrt{3}c\rho \dot{L}} $$ (10) 可以看出,焊接过程中焊接界面平均温度$ {T}_{\mathrm{w}} $与焊接规范参数$ A $,f,材料参数$ {\mathrm{\sigma }}_{\mathrm{s}} $,c,ρ以及焊接过程参数$ \dot{L} $相关。
2. 线性摩擦焊接过程界面温度测量
2.1 半自然热电偶标定
文中利用比较法[9]标定了NiCr-TC17这对半自然热电偶热电势与温度关系,图2为标定原理图。
用NiCr-TC17这一对热电偶和K形标准热电偶(NiCr-NiSi)的工作端同时来感知一系列渐变的温度,这样就能够在同一温度下测得2个热电势的值EAB与EAC。按热电偶分度手册可以查出K形标准热电偶热电势值EAB对应的温度值T,将这些温度值与所测的非标准热电偶的热电势EAC对应起来,即可得出非标准热电偶的电势与温度的关系。图中冰水混合物的作用是为了保证参考端温度为0 ℃。
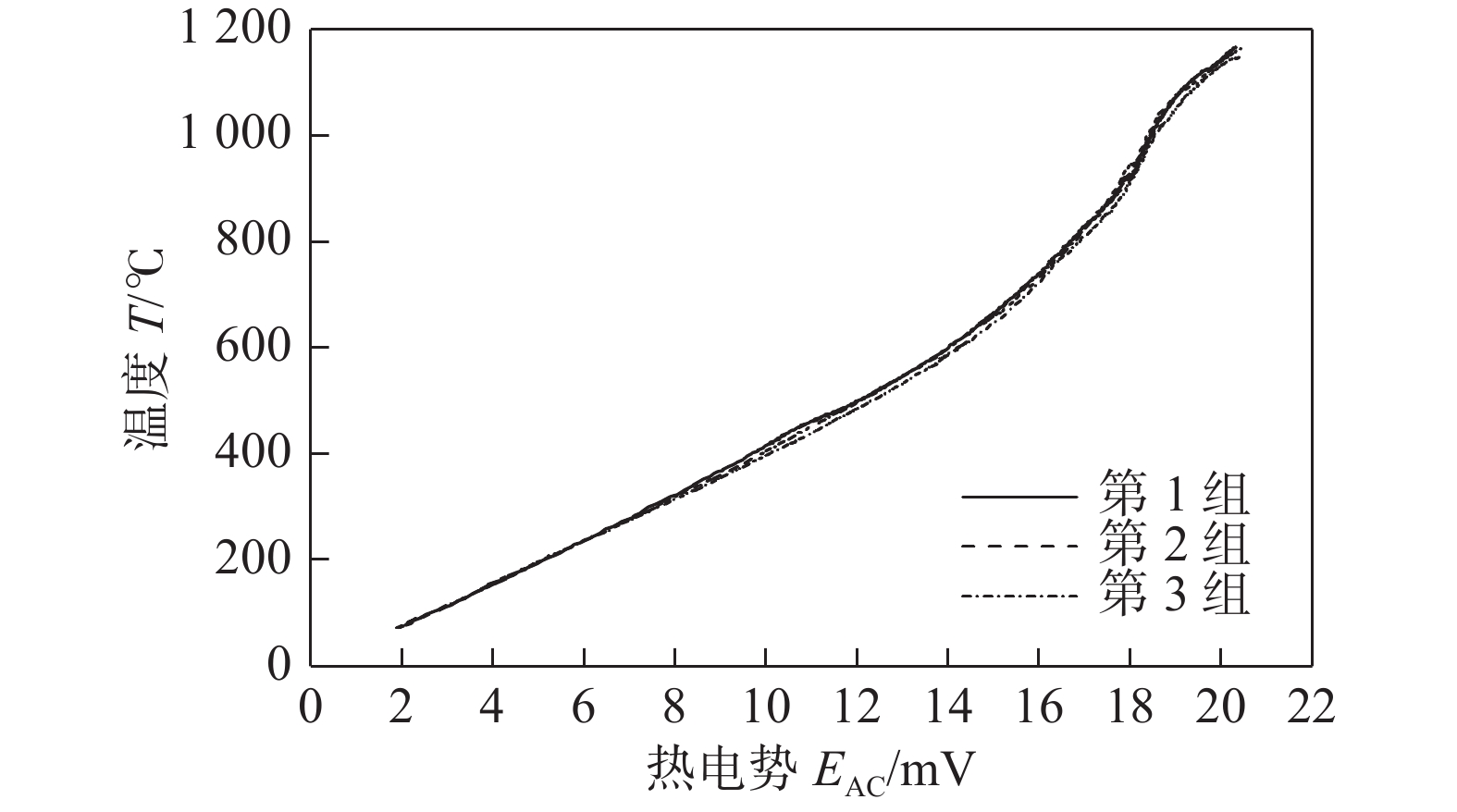
3次重复标定试验得到的NiCr-TC17热电偶温度T(℃)与热电势EAC(mV)的关系如图3所示,由于数据点极为接近,所以从图形上已经分不出来3次的区别,同时也表明NiCr-TC17热电偶电势与温度的关系具有较好的重现性。可以看出,在TC17相变温度(约600~1 060 ℃)范围,温度T与热电势EAC的变化规律有拐点,即相变温度以下α钛与相变温度以上β钛的热电势变化规律不同,密排六方α钛与面心立方NiCr之间的热电势要大于体心立方β钛。
对3次标定得到的所有数据点进行曲线拟合,得到当电势E<19 mV(T<1 060 ℃)时
$$ T=27.7E+4.12{E}^{2}-0.444\;7{E}^{3}+0.016\;1{E}^{4} $$ (11) 当电势E>19 mV时
$$ T=-207+67.2E $$ (12) 2.2 线性摩擦焊界面测温
焊前给移动端TC17焊件加工测温孔,孔的位置如图4,其中,测温孔2和5(宽度方向边缘点)等效,测温孔3和6(角点)等效,测温孔4和7(振动方向边缘点)等效,每个测温孔中心距工件边缘的距离为2 mm,高度方向为振动方向。每个测温孔中置入陶瓷管、镍铬丝,并填入高温水泥(氯化镁 + 氧化镁)加以固定。所采用的焊接工艺参数见表1。
表 1 焊接工艺参数频率 f/Hz 振幅 A/mm 摩擦压力 p/MPa 50 2 2 摩擦焊接试验在西北工业大学研制的LFW-250型线性摩擦焊机上进行,记录试验时室温Ts = 15 ℃。利用计算机采集系统对焊接过程中的摩擦缩短量、振幅等进行了采集。同时,利用计算机测温系统对半自然热电偶输出的热电势值进行了采集,并将热电势值转换为温度值。图5为测温试样的宏观形貌,可以看到,测温试样正向(焊接方向)飞边与普通焊接试样基本一致;测温试样侧向(垂直焊接方向)飞边以焊接界面为中心,飞边形成在两侧,并卷曲向两端,形成唇形飞边。
经焊接系统检测到的焊接试验焊接过程参数随时间的变化如图6所示。t = 0 s,焊接起始,经过初始摩擦阶段以及过渡阶段,到t = 2.98 s后,摩擦缩短量随时间的变化呈稳定的直线上升趋势,振幅基本稳定,即进入了准稳摩擦阶段,t = 3.70 s时,进入停振减速阶段,振幅开始降低,当振幅降至0,两工件迅速对中,t = 4.0 s,顶锻开始。
采用半自然热电偶法测量TC17焊件界面不同位置的温度值,得到的结果如图7所示。其中摩擦初始阶段由于没有形成稳定的热接点,因此升温过程的温度曲线不完整。t = 0.5 s,焊接界面中心位置的温度值就达到1 150 ℃以上。t = 1 s后,除角点外,其他位置的温度值也都达到1 150 ℃以上,并呈现缓慢上升的趋势;t = 2.98 s后,进入了准稳定摩擦阶段,界面各位置温度保持不变,界面平均温度达1 228 ℃,且焊接界面不同位置温度值相差不超过10 ℃;进入停振减速阶段后,由于热输入的降低,各点温度值开始降低;进入顶锻阶段后,各点温度值迅速下降,界面平均温度降低至500 ℃用时14 s,平均降温速率约为52 ℃/s。
在线性摩擦焊过程中,焊接初始,焊接界面中心的温度升高速率最快,主要是由于焊件的中心在焊接过程中一直处于高压力相对摩擦的状态,而摩擦界面振动方向边缘位置总有振幅大小的表面不处于摩擦状态,焊件外表面会向周围的介质中辐射热量,故焊件中心的升温速率要高于边缘。准稳定摩擦焊接过程中,界面温度基本均匀,各测温位置的温度相差10 ℃左右。焊接结束后,界面中心降温速率高于边缘,主要是由于顶锻过程中,焊接界面上压应力的分布是中心大、周边小,焊接接头的热影响区整体呈显边缘宽,中心窄的“腰鼓”状,故中心位置沿轴向的散热速度高于边缘部位,降温速度自然也快。
2.3 界面温度理论计算与对比
进入摩擦阶段后,焊接界面附近形成飞边,即焊件产生摩擦缩短($ L $)。如图6所示,在准稳定摩擦阶段,摩擦缩短量随时间基本呈现线性增长,表明此阶段,摩擦缩短速率($ \dot{L} $)为一恒定值。
TC17的密度ρ为4 680 kg/m3,比热容c为608 J/(kg·K)[10],屈服强度$ {\sigma }_{\mathrm{s}} $(MPa)与温度T(℃)的关系[11]
$$ {\sigma }_{\rm s}=27.8+147\;243\mathrm{exp}\left(-\dfrac{T}{124.2}\right) $$ (13) 根据图6计算准稳定摩擦阶段缩短量随时间变化的斜率,该斜率即为焊接过程中的摩擦缩短速率$ \dot{L} $。结合式(10),代入表1的焊接参数,并取热效率$ \eta = 0.925 $可求得焊接界面的平均温度$ {T}_{\mathrm{w}} $。理论计算温度$ {T}_{\mathrm{w}} $与实测温度值$ \bar{T} $见表2。
表 2 不同焊接参数下的温度实测值与计算值摩擦缩短速率
$ \dot{L} $/(m·s−1)实测温度
$\bar{T} $/℃计算温度
$ {T}_{\mathrm{w}} $/℃相对误差
δ(%)2.90 × 10−3 1 228 1 137 7.4 由表2可知,焊接界面温度实测值与理论计算值相差在10%以内。
根据式(10)可以量化讨论焊件材料的热物理性能参数、焊接规范与过程参数对焊接界面温度的影响。由式(10)可知,在一定范围内,被焊材料的热容量越小,高温强度越大,焊接界面温度越高;振动频率越高,振幅越大,摩擦速度越大,焊接界面温度越高;而摩擦压力越大,则摩擦缩短速率越大,界面温度越低。
3. 结论
(1)准稳定摩擦阶段,线性摩擦焊界面温度平均值可表达为$ {T}_{\mathrm{w}}={T}_{\mathrm{s}}+\dfrac{4\eta Af{\sigma }_{\mathrm{s}}}{\sqrt{3}c\rho \dot{L}} $,界面平均温度与材料参数、焊接规范与过程参数相关。
(2)NiCr-TC17半自然热电偶热电势与温度的关系为:$ T=-207+67.2E $ (电势大于19 mV)。
(3)在试验所用焊接参数下,进入准稳定摩擦阶段后,TC17钛合金线性摩擦焊界面平均温度为1 228 ℃,焊接界面各处温度差小于10 ℃;焊接界面中心的升温速率与降温速率均高于边缘,摩擦开始0.5 s,焊接界面中心位置的温度值就达到1 150 ℃以上,焊后焊接界面平均降温速度约为52 ℃/s。
-
表 2 不同焊接参数下的温度实测值与计算值
摩擦缩短速率
$ \dot{L} $/(m·s−1)实测温度
$\bar{T} $/℃计算温度
$ {T}_{\mathrm{w}} $/℃相对误差
δ(%)2.90 × 10−3 1 228 1 137 7.4  下载: 导出CSV
下载: 导出CSV
-
[1] Kuroiwa R, Liu H, Aoki Y, et al. Microstructure control of medium carbon steel joints by low-temperature linear friction welding[J]. Science and Technology of Welding and Joining, 2020, 25(1):1 − 9. doi: 10.1080/13621718.2019.1600771
[2] 季英萍. Ti17 钛合金线性摩擦焊温度场的有限元分析[J]. 热加工工艺, 2018, 47(11):203 − 206. [3] 杜随更, 段立宇, 吴诗惇, 等. 半自然热电偶测温法——一种测量摩擦界面温度及其分布的新方法[J]. 焊接, 1996(7):5 − 9. [4] Kelly M R. Hybrid induction heating and linear friction welding[D]. South Bend, USA: University of Notre Dame, 2019.
[5] Vairis A, Frost M. Modelling the linear friction welding of titanium blocks[J]. Materials Science and Engineering: A, 2000, 292(1):8 − 17. doi: 10.1016/S0921-5093(00)01036-4
[6] 苏宇, 王新宇, 李文亚, 等. 线性摩擦焊过程数值模拟研究现状[J]. 机械制造文摘—焊接分册, 2016(6):1 − 10. [7] 温国栋. 异种钛合金线性摩擦焊温度场、微观组织及性能研究[D]. 西安: 西北工业大学博士学位论文, 2014. [8] 许全周. 45钢线性摩擦焊接头温度场的数值模拟与实验验证[D]. 西安: 西北工业大学硕士学位论文, 2007. [9] 周文辉, 刘长毅. 钛合金 TC4 和 TC11 铣削温度的测量[J]. 浙江工业大学学报, 2009, 37(5):559 − 562. [10] 王莉敏, 李京龙, 熊江涛, 等. 异种钛合金连续驱动摩擦焊稳态阶段粘塑性区平均温度的解析计算[J]. 材料研究学报, 2013, 27(5):501 − 507. [11] 孙婷. 线性摩擦焊接过程中的数值模拟仿真[D]. 西安: 西北工业大学硕士学位论文, 2007. -
期刊类型引用(1)
1. 张群兵,东拓,谭猛猛,门浩翔,张建勋. TC17钛合金激光焊接接头微观组织和力学性能. 机械制造文摘(焊接分册). 2024(02): 1-5 .  百度学术
百度学术
其他类型引用(0)






计量
- 文章访问数: 91
- HTML全文浏览量: 30
- PDF下载量: 30
- 被引次数: 1
