

Finite element simulation of induction heating based on cemented carbide/steel heterogeneous brazing
-
摘要:目的
为了能将感应线圈磁场聚集在硬质合金与钢基体结合处,提高加热效率,设计适用于运动连续钎焊的特殊线圈机构。
方法根据麦克斯韦方程组和温度微分方程,建立电磁场与温度场耦合的有限元数学模型,通过有限元软件Ansys Maxwell,建立了感应线圈与焊接工件之间的电磁场‒温度场耦合数学模型,计算仿真了所设计感应线圈的磁场分布强度与所焊接区域的温度场分布。
结果利用自主研发的建工钻头钎焊设备进行大量焊接试验,通过测量焊接区域的温度,并与仿真值进行对比,验证了仿真值与实测值吻合较好。
结论该文研究结果可为感应线圈设计、感应线圈电磁场分布研究提供理论依据,并为改进硬质工具钎焊工艺、改善钎焊区域温度场分布提供技术参考。
Abstract:[Objective] In order to concentrate magnetic field of induction coil at the junction between cemented carbide and steel matrix, improve heating efficiency, a special coil mechanism suitable for motion continuous brazing was designed. [Methods] Based on Maxwell’s equations and temperature differential equations, a finite element mathematical model for the coupling of electromagnetic field and temperature field was established. Through finite element software Ansys Maxwell, a mathematical model for the coupling of electromagnetic field and temperature field between induction coil and welded workpiece was established. The magnetic field distribution intensity of the designed induction coil and temperature field distribution of welded area were calculated and simulated. [Results] A large number of welding experiments were conducted by a self-developed construction drill bit brazing equipment. By measuring temperature of welding area and comparing it with simulation values, it was verified that simulation values were in good agreement with measured values. [Conclusion] The research results of this article could provide theoretical basis for the design of induction coils and the study of electromagnetic field distribution in induction coils, and provide technical reference for improving brazing process of hard tools and improving temperature field distribution in brazing area.
-
0. 前言
随着钎焊技术的发展与各种超硬工具的需求巨大,钎焊技术在超硬工具的生产制造过程中发挥着不可替代的作用[1]。超硬工具的制造过程中,焊接是最主要的环节之一,其选用的焊接方法和焊接工艺直接影响到超硬工具的质量[2 − 3]。然而,国内许多超硬工具钎焊过程通常还是停留在手工焊接,例如PCD刀具、建工钻、合金钻头、合金磨头、牙科合金刀具、合金锯片等,焊接温度及升温过程难以精确控制,焊接质量依靠工人的技术等级,因此,存在焊接质量很不稳定、生产效率低[4 − 5]等问题。通常超硬工具的焊接大多数采用高频感应钎焊,高频感应钎焊适用于异质材料钎焊[6]。高频感应钎焊中感应线圈的设计至关重要,然而,目前对感应线圈的设计大多根据经验公式进行计算,造成感应加热时能量不能集中在钎焊区域,能量利用率依然不高,焊接过程中基体易变形[7]。其中,高频感应加热是一个复杂的物理过程,涉及电、磁、热、相变、力学等方面的综合知识,对焊接区域的钎焊温度场进行数值模拟分析就显得尤为重要,可以利用有限元分析软件对感应线圈进行优化设计[8 − 10]。
针对当前研究存在的问题,设计了适用于运动连续钎焊的感应线圈,该线圈结构将磁场聚集在硬质合金与钢基体结合处,有效提高了焊接效率。将设计的感应线圈作为感应钎焊的热源,利用有限元软件Ansys Maxwell建立焊接工件磁‒热‒结构耦合分析模型,对钎焊加热性能进行研究。最后利用建工钻头钎焊设备进行大量焊接试验,分析电流频率和交变电流大小与焊接温度之间的关系,根据钎焊温度的分布情况,验证了感应线圈设计的合理性。
1. 高频感应加热原理
高频感应加热基本原理是电磁场穿过工件,在工件内部产生涡流,涡流产生焦耳热,焦耳热将工件加热。其加热实现原理首先是感应线圈产生电磁场,然后电磁场与热传导耦合。感应线圈产生电磁场可用Maxwell电磁方程组描述:
$$\nabla \cdot D = \rho_0 $$ (1) $$ \nabla \cdot E = \frac{{\partial B}}{{\partial t}} $$ (2) $$ \nabla \cdot B = 0 $$ (3) $$ \nabla \cdot H = J + \frac{{\partial D}}{{\partial t}} $$ (4) 式中:J为电流密度矢量,A/m2;H为磁场强度适量,A/m;t为时间,s;B为磁感应强度,T;E为电场强度,N/C;ρ0为电荷密度,C/m3;D为电位移矢量,C/m。上述参数表示方程:
$$ J = {\varepsilon _{\text{r}}}{\varepsilon _0}E $$ (5) $$ B = {\mu _{\text{r}}}{\mu _0}H $$ (6) $$ {\varepsilon _0} = \frac{1}{{{\mu _0}{C^2}}} $$ (7) $$J = \gamma E $$ (8) 式中:$\varepsilon _{\mathrm{r}} $为工件的相对电容率,F/m;$\mu_{\mathrm{r}} $为相对磁导率,N/A2;J为电流密度矢量,A/m2;真空电容率$\varepsilon _0 $=8.854×10−12 F/m;真空磁导率$\mu_0 $=4π×10−7 N/A2;C为光波传播于真空的光速;γ为材料电导率,S/m。
将热力学第一定律与傅里叶定律变换推导,得到电磁感应加热的温度场模型,同时,电磁感应加热工件时,由于涡流效应而产生焦耳热,交变磁场中焦耳热传递给工件,还需考虑工件与空气之间的表面辐射损耗,加热过程可以用如下方程表示:
$$\rho {C_{\text{P}}}\frac{{\partial T}}{{\partial t}} + \rho {C_{\text{P}}}u - \nabla \left( {\lambda \Delta T} \right) = {Q_{\text{e}}} $$ (9) $${Q_{\text{e}}} = \frac{1}{2}{R_{\text{e}}}\left( {J \cdot E} \right) $$ (10) $$ q = \varepsilon \sigma \left( {T_{{\text{amb}}}^4 - {T^4}} \right) $$ (11) 式中:CP为比热容,J/(kg·K);T为温度,℃;u为速度矢量,m/s;λ为导热系数,W/(m·K);Qe为热源密度,W/m3;Re为加热部件的电阻,Ω;ρ为材料密度,kg/m3;J为电流密度矢量,A/m2;q为热辐射,W/m3;E为电场强度,N/C;$\varepsilon $为辐射系数取$\varepsilon = $0.3;$ \sigma $为斯蒂芬‒波尔斯曼常数取$ \sigma = $5.67×10−8 W/(m2·K4);Tamb为环境温度,Tamb=25 ℃。
2. 感应线圈的设计
利用有限元软件Ansys Maxwell建立焊接工件磁–热–结构耦合分析模型,将设计的感应线圈导入分析模型中,进行计算分析出所设计的感应线圈的磁场强度分布,将磁场均匀的分布在钎焊区域,为了感应加热时能量更好的集中在钎焊区域,并且仿真出达到焊接温度所需时间。
2.1 常见超硬工具钎焊工艺分析
生产过程中常见的超硬工具是将硬质合金头焊接到钢基体上,例如PCD刀具、建工钻、截齿、合金锯片等如图1所示。
上述常用焊接方式为钎焊,将焊膏涂抹在硬质合金与钢基体之间,然后通过加热将焊接区域加热至焊膏熔化达到焊接温度,将硬质合金焊接在钢基体上。目前,在生产中通常都是人工一个一个的焊接,焊接效率低,产品质量难以保证一致。通过设计特用工装将工件规律的排列,自动点焊膏、摆放硬质合金,一次通过钎焊感应线圈,将工件焊接实现连续钎焊,大大提高焊接效率及产品质量。
2.2 适于运动连续钎焊的感应线圈磁场强度仿真
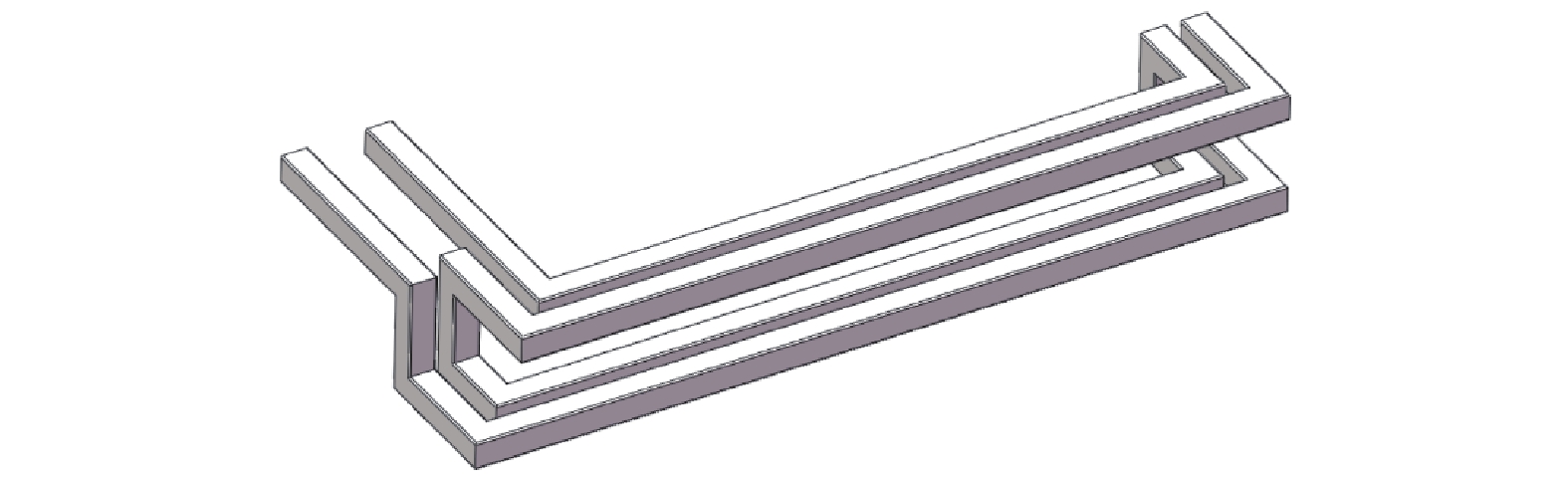
为了工件可通过感应线圈,即工件依次通过均匀的磁场,针对建工钻所设计感应线圈结构如图2所示。感应线圈中间由一条可通过工件所需焊接区域的缝隙,该缝隙内可以产生均匀磁场,保证了焊接的高效性、一致性。
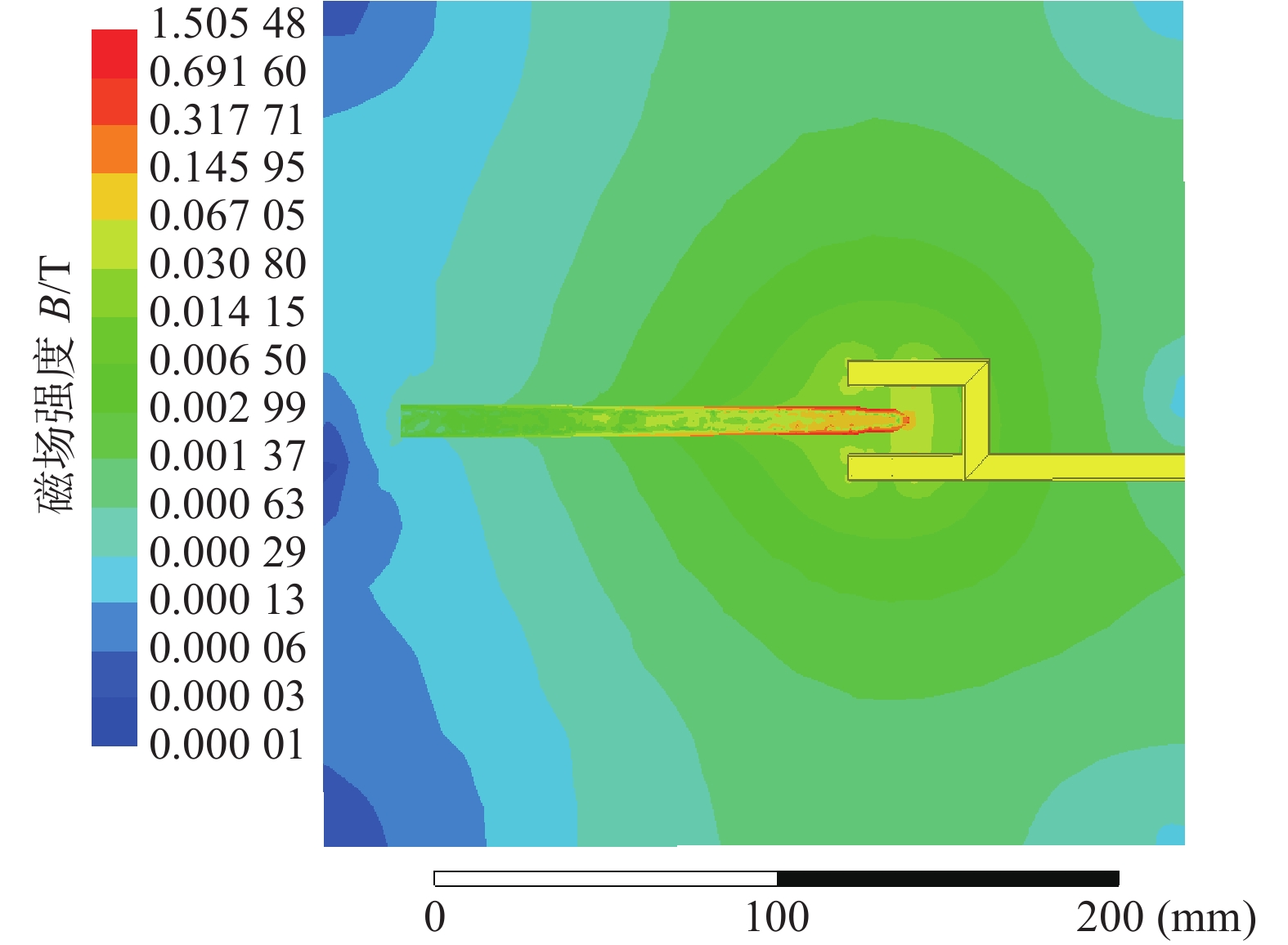
该文针对建工钻进行设计特殊的感应线圈,对特殊绕制结构的感应线圈进行磁场仿真分析,同时将建工钻摆放至感应线圈中,得到感应线圈磁场分布强度云图如图3所示。从图中可以看出磁场在焊接区域分布达到最大1.5 B,感应线圈的磁场聚集在建工钻所需钎焊区域。
![]() 图 3 感应线圈截面磁场强度云图Figure 3. Magnetic field intensity could chart of induction coil section
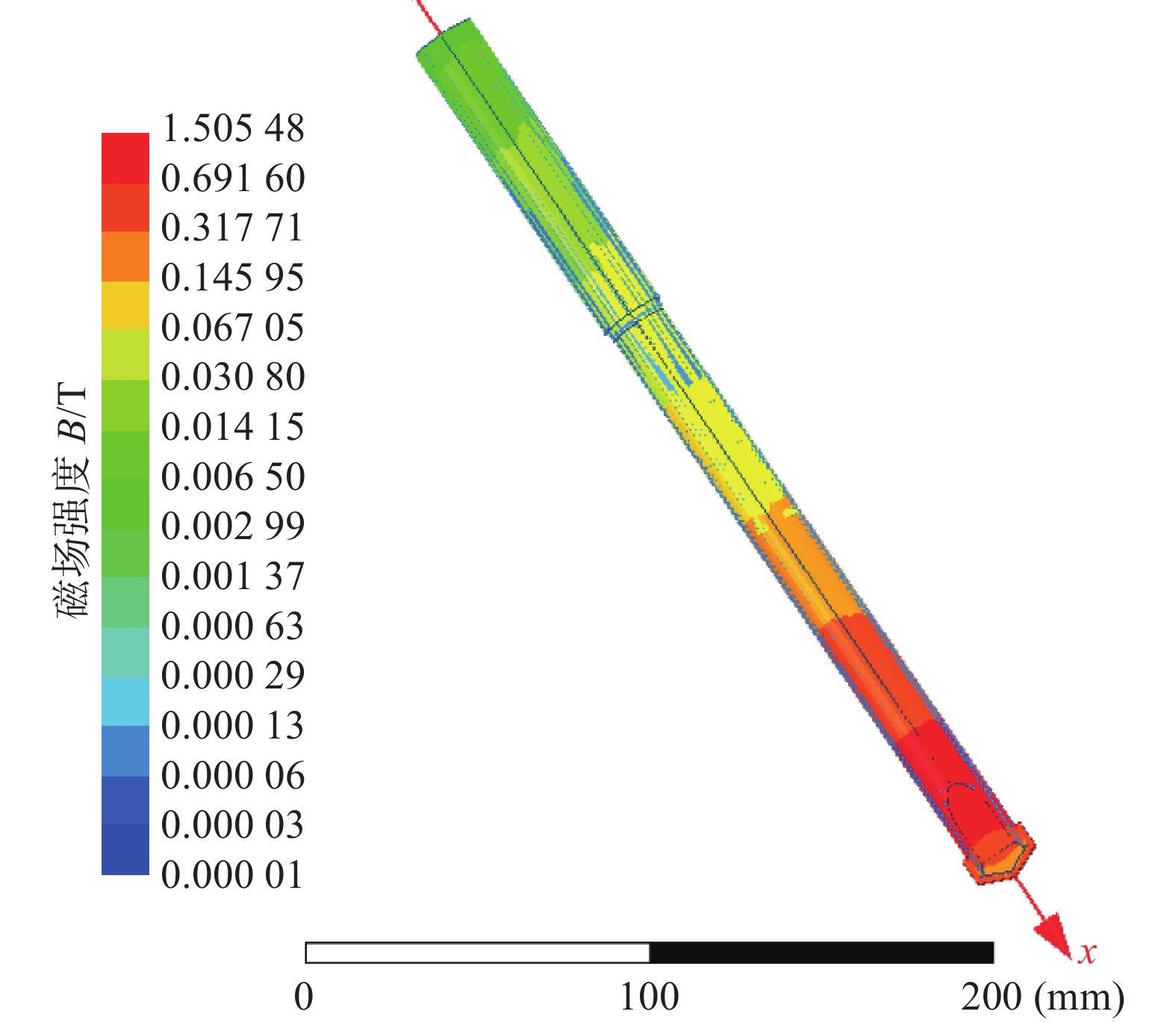
图 3 感应线圈截面磁场强度云图Figure 3. Magnetic field intensity could chart of induction coil section为了更加清楚所设计感应线圈的磁场穿过被焊工件的强度分布,将建工钻摆放在感应线圈中,计算仿真出穿过建工钻的磁场强度分布,得到穿过建工钻磁场强度云图如图4所示。从图中可以看出,在硬质合金同钢基体焊接处穿过的磁场强度最大达到1.5 B,同感应线圈磁场分布强度云图中得到的最大磁场强度1.5 B相同,进一步说明感应线圈的磁场聚集在建工钻所需钎焊区域。
![]() 图 4 穿过建工钻的磁场强度云图Figure 4. Cloud chart of magnetic field intensity passing through construction drill
图 4 穿过建工钻的磁场强度云图Figure 4. Cloud chart of magnetic field intensity passing through construction drill3. 有限元模型的建立和计算
3.1 几何模型
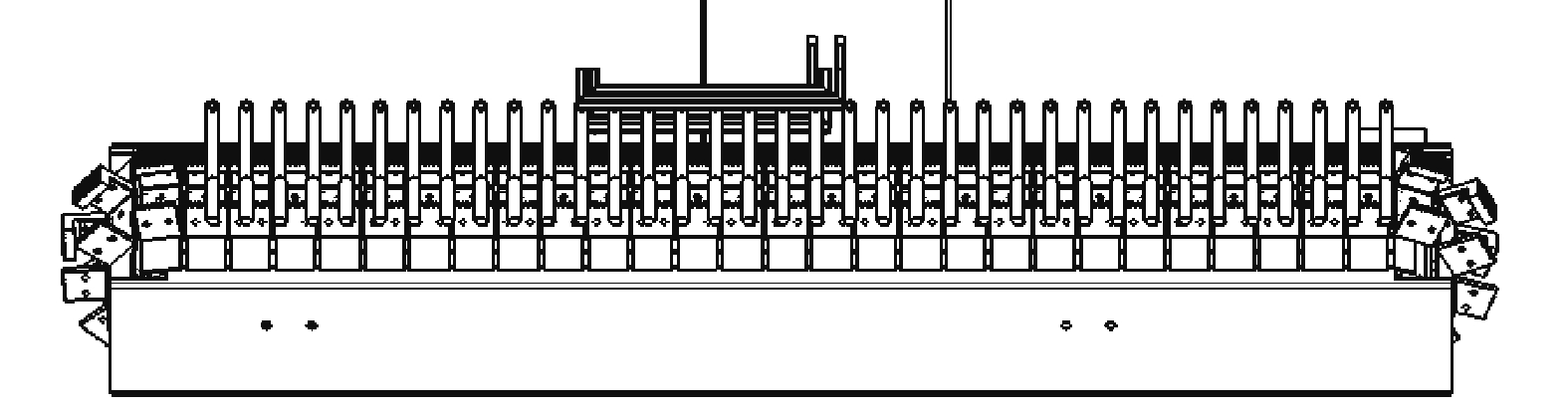
根据建工钻所需焊接部位,钢基体为42CrMo、硬质合金为YG8,焊膏为铜基焊膏BCu58ZnMn,焊接需要运动进行连续焊接,建立了适应焊接的感应线圈,焊接形式如图5所示。感应线圈由8 mm×8 mm紫铜方管钎焊连接制作,匝间距为12 mm,线圈上下间距为20 mm,方便建工钻头通过,铜管壁厚为1 mm。
3.2 材料模型
在建工钻感应钎焊中,钻头基体材料为42CrMo、钻头合金片材料为硬质合金YG8,由于钎焊过程中基体42CrMo在焊接加热过程中起到关键作用,42CrMo钢基体温度场分布与磁导率、电阻率、导热率、比热容的变化有密切关系,如图6所示[11]。其硬质合金片材料YG8,泊松比0.22,材料密度
1500 kg/m3,材料导热系数100 W/(m·℃);基体材料42CrMo,泊松比0.28,材料密度7 850 kg/m3,材料导热系数420 W/(m·℃)。![]() 图 6 42CrMo钢材料参数随温度的变化曲线Figure 6. Variation curve of material parameters of 42CrMo steel with temperature. (a) relative magnetic conductivity; (b) electrical resistivity; (c) thermal conductivity; (d) specific heat capacity
图 6 42CrMo钢材料参数随温度的变化曲线Figure 6. Variation curve of material parameters of 42CrMo steel with temperature. (a) relative magnetic conductivity; (b) electrical resistivity; (c) thermal conductivity; (d) specific heat capacity3.3 网格划分
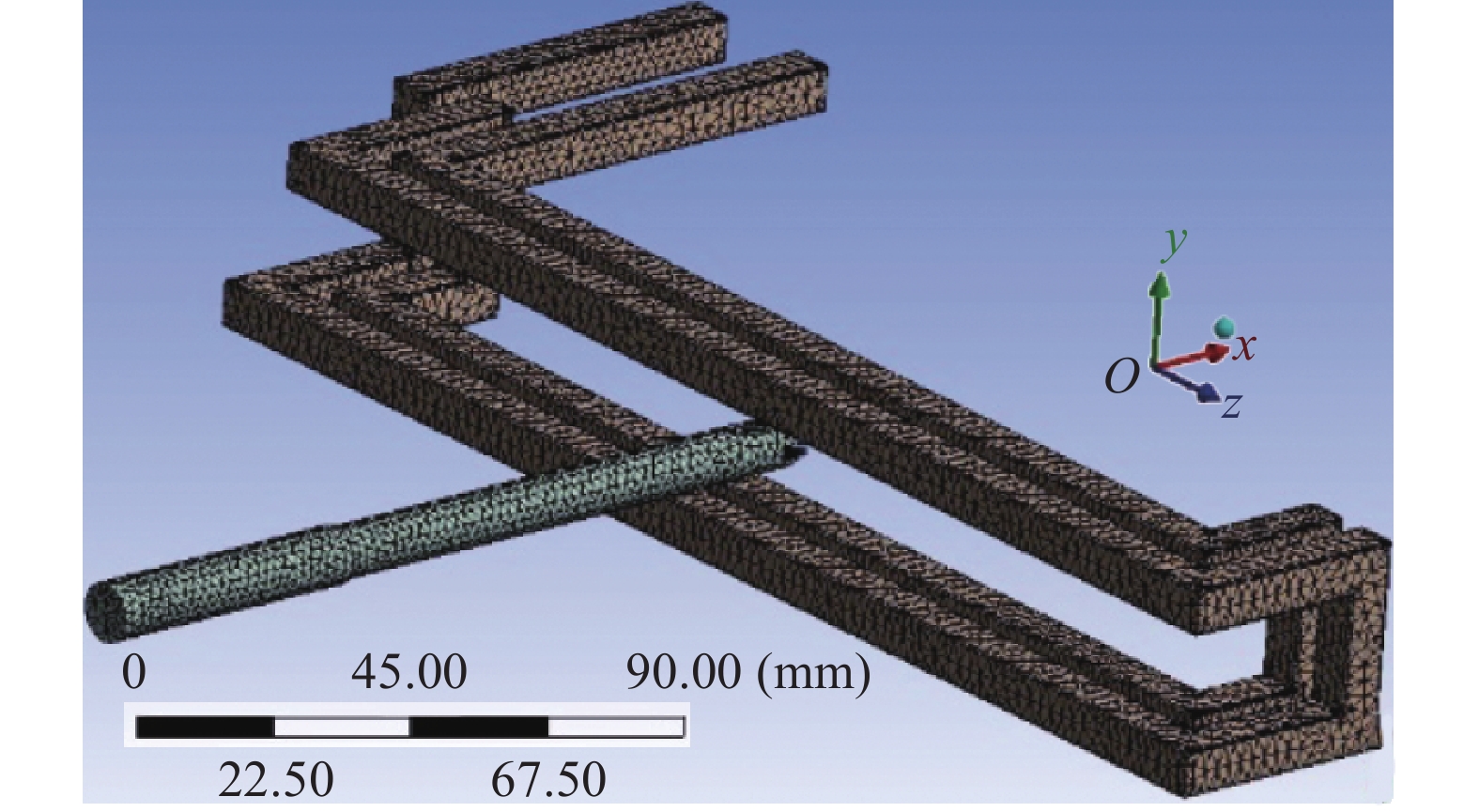
网格划分采用有利于运算的网格划分,其中感应线圈网格划分采取稀疏方式,选取1 000分格,硬质合金片与建工钻基体网格划分采取密集方式,选取3 000分格,如图7所示为感应线圈、硬质合金片与建工钻基体有限元网格划分。
3.4 载荷处理
有限元分析计算时,感应线圈中加载正弦交变电流,电流固定在720 A,感应电源功率为25 kVA,频率选用60 kHz,输入电源380 V,感应线圈为2匝。
4. 仿真结果和试验验证
4.1 温度场数值模拟结果
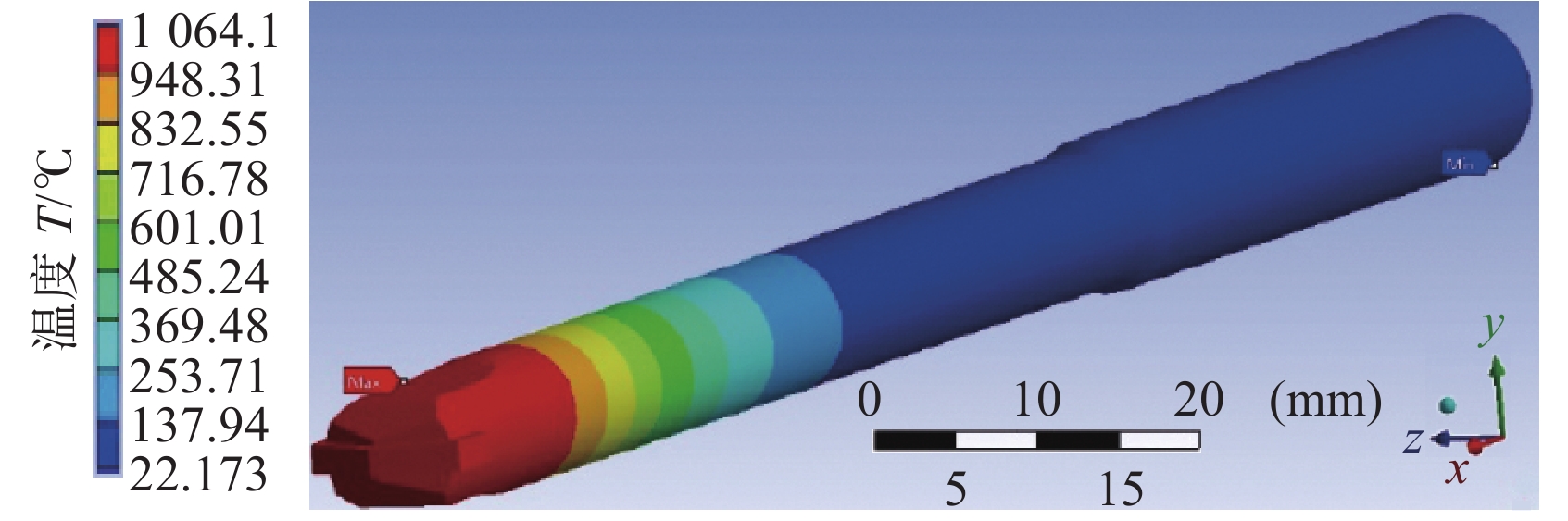
感应线圈中加载频率为60 kHz,峰值720 A正弦交变电流,加热10 s后建工钻温度场分布如图8所示。
![]() 图 8 加热10 s后建工钻上温度场分布Figure 8. Temperature field distribution on construction drill after heating for 10 s
图 8 加热10 s后建工钻上温度场分布Figure 8. Temperature field distribution on construction drill after heating for 10 s由仿真结果可以看出,加热10 s后建工钻硬质合金片与钢基体结合处温度已达到1 060 ℃,钎焊过程中使用的铜基焊膏BCu58ZnMn焊接温度为
1050 ℃,满足焊接时的热量需求,温度场分布均匀,并且完全分布在所需钎焊区域。感应线圈有效长度为200 mm,建工钻在10 s内匀速通过200 mm(速度为20 mm/s)有效感应加热区域即可完成焊接,此焊接方法不局限于1支钻头,可以将钻头以固定间距排列匀速通过感应加热区域,从而达到连续焊接。4.2 试验测量及验证
利用自主研发设计的建工钻自动钎焊机对建工钻进行大量焊接试验,从而来验证所设计的感应线圈仿真数据真实有效。文中感应线圈加热试验,试验设备为SP-25高频感应加热电源,设备生产方为深圳市双平电源技术有限公司,该设备基本参数如下:最大振荡功率25 kVA,频率30~80 kHz,电流设定720 A,情况下进行加热10 s,钻头以20 mm/s的速度匀速通过感应线圈,将红外测温枪固定在工作台面上用于测量焊接区域温度,多次测量钎焊区域温度平均数值在1 048 ℃左右,如图9所示。得到的试验数据与有限元仿真的磁场和温度场分布一致,验证了感应线圈设计的合理性。
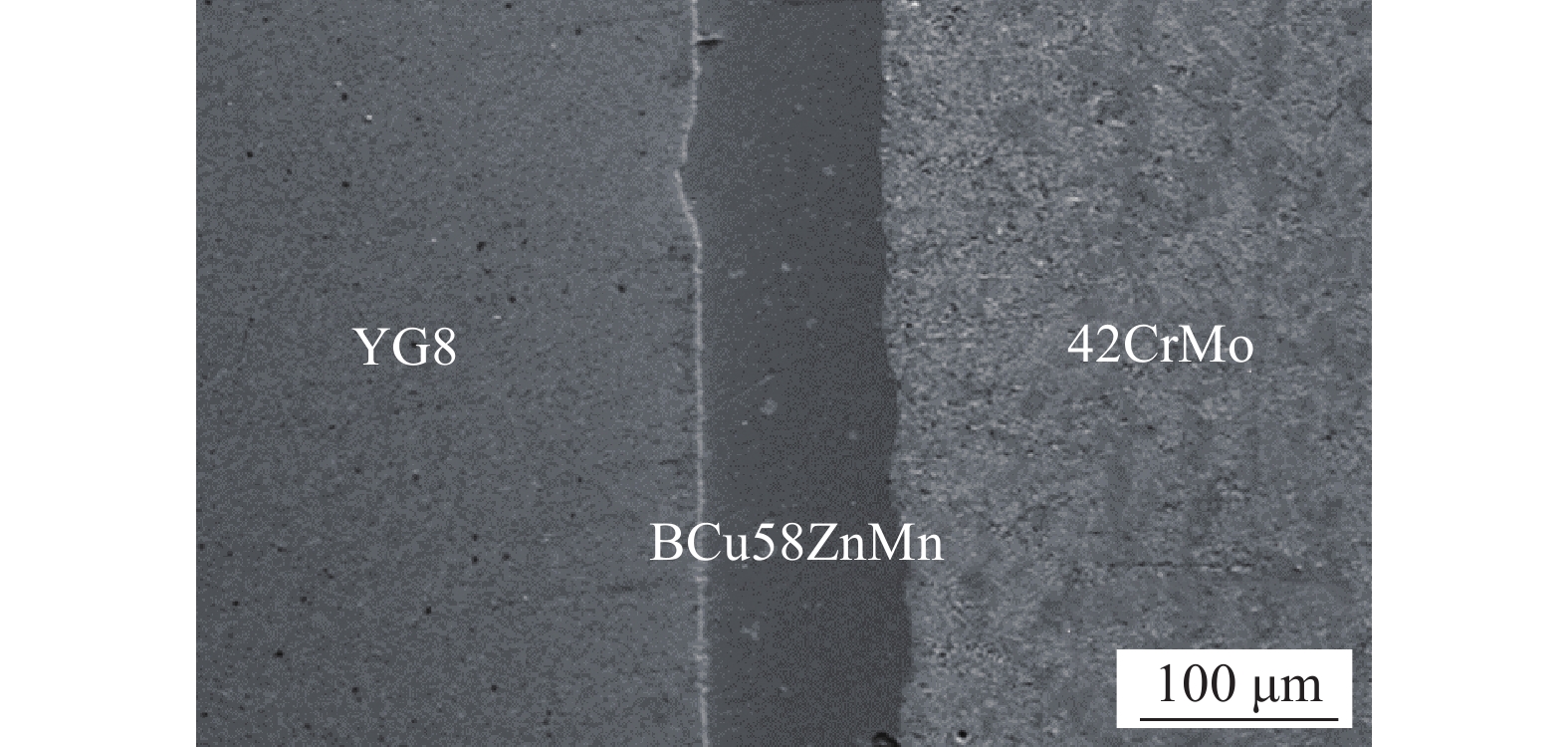
为了验证焊接效果,采用线切割将试验焊接完成的建工钻头切开,对钎缝进行打磨抛光进行组织观察。钎缝的显微组织如图10所示。由图可以看出,钎缝成形性较好,无气孔,接头处结合紧密。
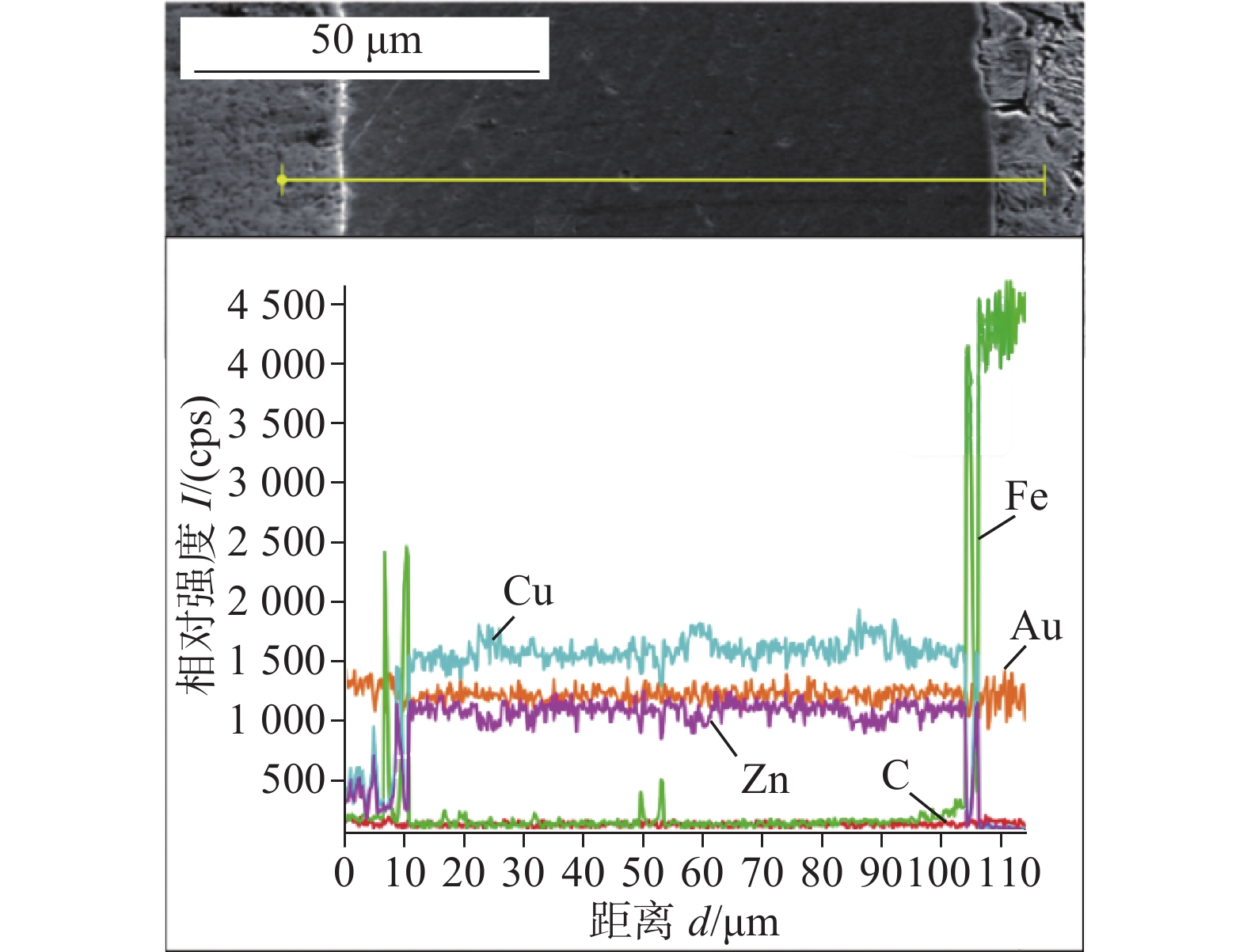
在扫描电镜下对钎缝进行观察,钎缝无明显缺陷,钎缝主要元素的线扫描结果如图11所示。由图可以发现,钎缝各元素在接近两母材侧均发生了一定程度的扩散,这是形成良好钎缝的基础。且发现Zn元素在两侧扩散的较少,不易扩散[12]。
5. 结语
(1)设计了适用于运动连续钎焊的感应线圈,该线圈结构将磁场聚集在硬质合金与钢基体结合处,有效提高了焊接效率。
(2)钎焊区域的温度场分布均匀,基体在钎焊过程中加热区域小,因而可以大大减小基体在钎焊过程中产生的热变形量,有利于超硬工具应用于高效精密磨削加工。
(3)建立了焊接工件磁–热–结构耦合分析模型,为改进硬质工具钎焊工艺方法、改善线圈磁场分布及所焊接区域温度场分布提供了技术储备。
(4)该次试验测量数据与有限元分析模拟结果进行对比,结果显示试验测量值与有限元模拟值吻合较好,验证了该文感应线圈设计及设计思路的合理性。
-
![]()
图 3 感应线圈截面磁场强度云图
Figure 3. Magnetic field intensity could chart of induction coil section
![]()
图 4 穿过建工钻的磁场强度云图
Figure 4. Cloud chart of magnetic field intensity passing through construction drill
![]()
图 6 42CrMo钢材料参数随温度的变化曲线
Figure 6. Variation curve of material parameters of 42CrMo steel with temperature. (a) relative magnetic conductivity; (b) electrical resistivity; (c) thermal conductivity; (d) specific heat capacity
![]()
图 8 加热10 s后建工钻上温度场分布
Figure 8. Temperature field distribution on construction drill after heating for 10 s
-
[1] 薛松柏, 王博, 张亮, 等. 中国近十年绿色焊接技术研究进展[J]. 材料导报, 2019, 33(17): 2813 − 2830. doi: 10.11896/cldb.19050104 Xue Songbai, Wang Bo, Zhang Liang, et al. Development of green welding technology in China during the past decade[J]. Materials Review, 2019, 33(17): 2813 − 2830. doi: 10.11896/cldb.19050104
[2] 张亚东. PCD刀具高频感应钎焊工艺及机理研究[D]. 辽宁 大连: 大连理工大学, 2016. Zhang Yadong. Research on high-frequency induction brazing technology and mechanism of PCD cutting tools[D]. Dalian, Liaoning, China: Dalian University of Technology, 2016.
[3] Shi Xin, Li Yuanxing, Bai Yujie, et al. Effect of Ni in pyre Cu/304 stainless steel induction brazing joints[J]. Materials Characterization, 2021, 182: 111562. doi: 10.1016/j.matchar.2021.111562
[4] 李琦楠. PCD刀具高频感应钎焊温度控制系统设计[D]. 辽宁 大连:大连理工大学, 2020. Li Qinan. Design of temperature control system for PCD tools high frequency induction brazing[D]. Dalian, Liaoning, China: Dalian University of Technology, 2020.
[5] Cook M W. Wear-resisting properties and application examples of PCD[J]. Industrial diamond review, 1996, 4: 107 − 111.
[6] 王蕾, 杨辉, 祁更新, 等. 电触点感应钎焊及控制[J]. 稀有金属材料与工程, 2018, 47(S2): 35 − 39. Wang Lei, Yang Hui, Qi Gengxin, et al. Analysis and control on induction brazing of electrical contact[J]. Rare Metal Materials and Engineering, 2018, 47(S2): 35 − 39.
[7] 苏宏华, 李奇林, 徐九华, 等. 超高频微区感应钎焊中加热温度的影响因素[J]. 焊接学报, 2012, 33(12): 13 − 17. Su Honghua, Li Qilin, Xu Jiuhua, et al. Study on influence factors of temperature in localized ultrahigh frequency induction brazing[J]. Transactions of the China Welding Institution, 2012, 33(12): 13 − 17.
[8] 张伟, 齐铂金, 许海鹰. 导管安装感应钎焊温度场数值模拟[J]. 焊接学报, 2009, 30(5): 73 − 767. doi: 10.3321/j.issn:0253-360X.2009.05.019 Zhan Wei, Qi Bojin, Xu Haiying. Numerical simulation on temperature field in on-site induction brazing of tubes[J]. Transactions of the China Welding Institution, 2009, 30(5): 73 − 76. doi: 10.3321/j.issn:0253-360X.2009.05.019
[9] 洪波, 刘湘, 何荣拓, 等. 基于薄板搭接的互感式焊缝跟踪传感器的分析[J]. 焊接学报, 2014, 35(9): 15 − 18. Hong Bo, Liu Xiang, He Rongtuo, et al. Seam tracker of mutual-inductance based on sheet lapping[J]. Transactions of the China Welding Institution, 2014, 35(9): 15 − 18.
[10] Cherepanov A I, Kukartsev V V, Kuznetsov A V, et al. Design of an induction brazing installation for connecting oil and gas equipment[J]. Journal of Physics Conference Series, 2021, 2094: 042010. doi: 10.1088/1742-6596/2094/4/042010
[11] 徐祖耀. 相变原理[M]. 北京: 机械工业出版社, 1998. Xu Zuyao. Principle of phase transition[M]. Beijing, China: Machinery Industry Press, 1998.
[12] 马伯江, 徐鸿钧, 傅玉灿, 等. 高频感应钎焊金刚石界面特征[J]. 焊接学报, 2005, 26(3): 50 − 54. doi: 10.3321/j.issn:0253-360X.2005.03.013 Ma Bojiang, Xu Hongjun, Fu Yucan, et al. Interfacial characteristics of diamond brazed by high-frequency induction[J]. Transactions of the China Welding Institution, 2005, 26(3): 50 − 54. doi: 10.3321/j.issn:0253-360X.2005.03.013
-
期刊类型引用(1)
1. 卢尚文,刘石柏,文丞,杨雨晴,付晓波,张凯. 砼泵耐磨板连续气氛保护钎焊工艺开发与应用. 金属加工(热加工). 2024(12): 55-62 .  百度学术
百度学术
其他类型引用(0)
 下载:
下载:



计量
- 文章访问数: 61
- HTML全文浏览量: 39
- PDF下载量: 81
- 被引次数: 1
