

Numerical simulation of laser-assisted connection process of textured titanium alloy and composite material
-
摘要:目的
旨在解决毛化钛合金与碳纤维增强聚醚醚酮(Poly ether-ether-ketone,PEEK)复合材料激光辅助连接这一过程所涉及的局部大变形和完全热−力耦合过程的建模问题。
方法采用VOF方法结合粘塑性材料模型建立该过程的完全热−力耦合计算模型。对钛合金板上表面受热并传热于底面毛刺、底面毛刺与PEEK上表面接触及二者之间瞬时热−力交互作用(其决定毛刺扎入过程)、钛合金底面与PEEK上表面全面接触传热等连接过程中所涉及一系列复杂过程,进行了建模和模拟计算。
结果获得了该连接过程中各构件瞬时温度场、构件运动情况、应力场的计算结果。
结论在毛化钛合金与PEEK激光辅助连接过程中,毛刺扎入的热接触和随后上下连接面的全面接触传热是该连接过程中两个主要阶段,这两个阶段都属于完全热−力耦合过程,连接过程中毛刺扎入的必要条件是毛刺将适当热量传给PEEK,反过来毛刺扎入亦影响传热,PEEK连接表面的温度在毛刺完全扎入之后稳步上升,同时PEEK的升温可以在毛化钛合金降温过程中持续一段时间。
Abstract:[Objective] The purpose is to solve the problem of modelling the process of laser-assisted connection process of textured titanium alloy and carbon fiber reinforced poly ether-ether-ketone composite material (PEEK), whose difficulty lies in large local deformation and fully thermo-mechanical coupling process. [Methods] VOF method and viscoplastic material model are used to established a fully thermo-mechanical coupling simulation model. A series of complex processes involves in the connection of titanium alloy plate upper surface heating and heat transfer to the bottom burr, the contact between the bottom burr and PEEK upper surface and the transient thermal-mechanical interaction between the two (which determines the burr insertion process) , and the full contact heat transfer between the bottom surface of titanium alloy and PEEK upper surface are modeled and simulated. [Results] The calculation results of temperature field, movement, and stress fields of each component during the connection process are provided. [Conclusion] The thermal contact of burr insertion and the overall contact heat transfer of the upper and lower interface are the two main stages in the laser-assisted bonding process between titanium alloy and PEEK, both of which are fully thermo-mechanical coupling processes. The necessary condition of the burr penetrating into the PEEK is that appropriate heat is transferred to the PEEK, conversely, the penetration of burr influences the heat transfer. The temperature of the PEEK surface rises steadily after the burr entered the PEEK entirely, and this temperature rising process sustains for a period of time during the cooling process of textured titanium alloy.
-
0. 前言
聚醚醚酮(PEEK)材料由于其优异的力学、化学和热学性能,在众多工业领域得到大量应用[1]。激光辅助连接方法具有较高的灵活性、精度、可控性,因此受到较多的关注并具有较高的应用价值[2]。Tan等学者[3]研究了表面毛化工艺对TC4钛合金与碳纤维增强复合材料CFRTP激光连接强度的影响。Jiao等学者[4]采用Ansys建立了TC4 钛合金与碳纤维增强复合材料激光连接的有限元模型,研究了激光扫描间距对连接过程温度场分布的影响。Lambiase等学者[5]对表面毛化铝镁合金与PEEK脉冲激光辅助连接工艺参数对接头力学性能的影响进行了研究。Henriques等学者[6]采用圆柱形试样对比了表面喷砂和激光毛化两种工艺对Ti6Al4V-PEEK热压连接接头剪切强度的影响。
从公开发表的文献可知道,现有研究多是针对钛合金与复合材料连接后的性能,而对于连接过程本身,特别是毛刺与PEEK之间的热−力交互作用及毛刺扎入之后形成全面接触等热力过程的研究比较少,而该过程是决定连接质量和工艺优化的关键。
文中采用数值模拟方法,对激光辅助毛化钛合金与碳纤维增强聚醚醚酮复合材料的连接过程进行建模分析和模拟计算,研究毛刺扎入过程中毛刺与PEEK之间的热−力交互作用、PEEK接触面温度场分布等问题。工程中与复合材料连接的毛化钛合金一般含有多个毛刺,但考虑到在连接过程中各毛刺与PEEK的热−力耦合过程具有相似的机理,为减小计算规模,文中以含一个毛刺的钛合金试板为研究对象。以此模型为基础,增大计算量可以推广到含多个毛刺的情况。
1. 计算模型
1.1 连接过程分析
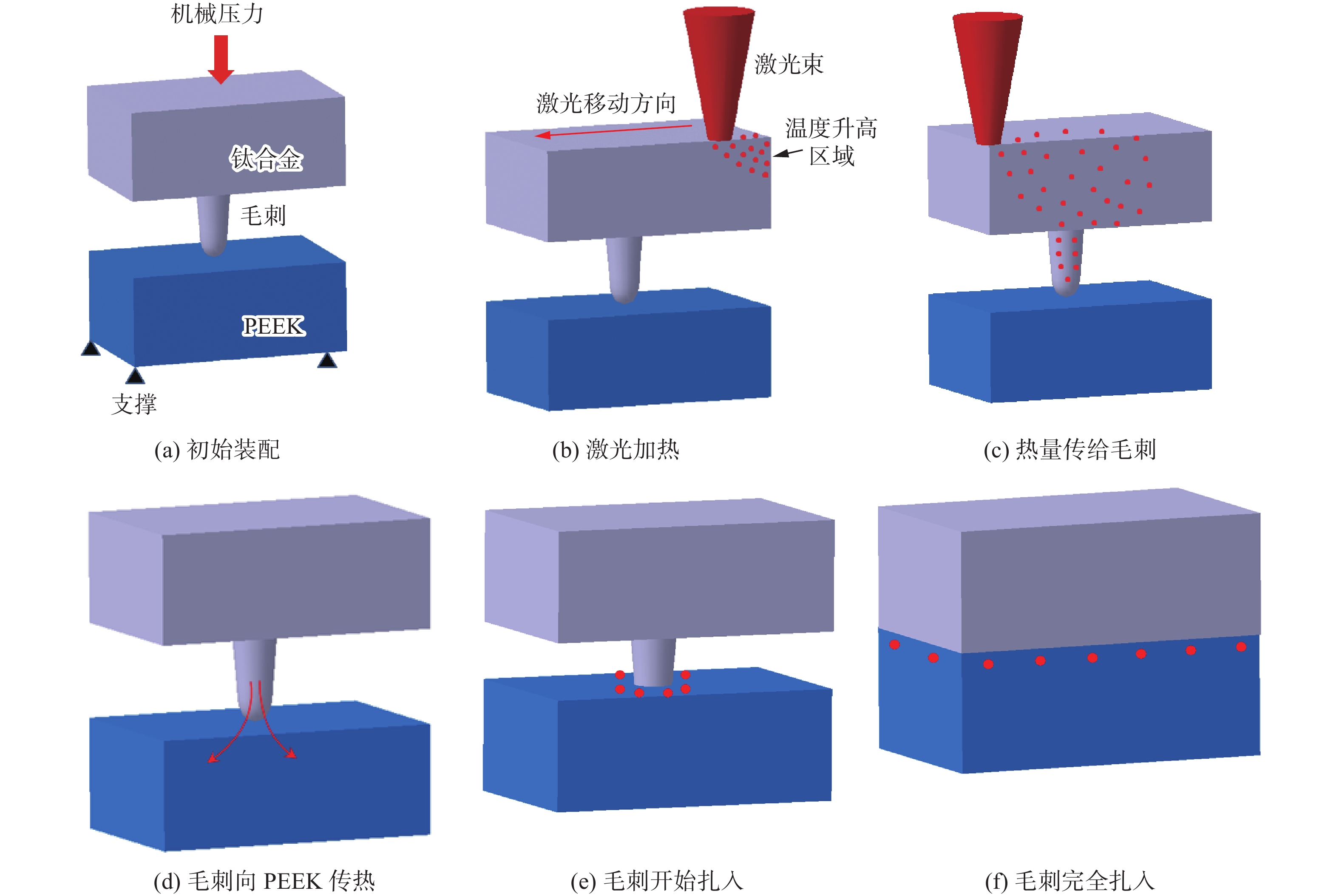
图1为含有毛刺的钛合金与PEEK激光辅助连接过程示意图。图1(a)为初始装配状态,在整个连接过程中,钛合金板上表面施加一定压力,PEEK底部设有支撑。图1(b)为激光加热钛合金上表面,使钛合金温度升高。图1(c) 表示随着激光热源的移动,钛合金中热量传到底面毛刺,使毛刺温度升高;图1(d)~图1(f)为毛刺将热量传给PEEK,使PEEK温度升高,屈服强度随温度上升而下降,毛刺开始扎入及毛刺完全扎入,钛合金底面与PEEK上表面全面接触,钛合金中的热量传至PEEK上表面,使PEEK上表面软化,在压力作用下,实现紧密接触,冷却后形成牢固连接。
![]() 图 1 毛化钛合金与PEEK的连接过程示意图Figure 1. Diagram of the connection process of textured titanium alloy and PEEK. (a) initial assembly; (b) laser heating; (c) heat transfer to burr; (d) heat transfer from burr to PEEK; (e) burr begin to insert; (f) burr insertion completed
图 1 毛化钛合金与PEEK的连接过程示意图Figure 1. Diagram of the connection process of textured titanium alloy and PEEK. (a) initial assembly; (b) laser heating; (c) heat transfer to burr; (d) heat transfer from burr to PEEK; (e) burr begin to insert; (f) burr insertion completed由上述分析可知,毛刺给PEEK提供热量使其温度升高后软化,减小了毛刺扎入的阻力从而使毛刺扎入PEEK,而毛刺的扎入又改变了毛刺与PEEK的传热条件,使PEEK受热区域增大、温度升高,又加快了毛刺的扎入。由此可见,PEEK受热与毛刺扎入之间的影响是双向的,因此毛化钛合金与PEEK的连接过程是一个完全热−力耦和过程,为了正确地描述这一过程,需要建立完全热力耦合计算模型,包括材料热传递、钛合金及毛刺的运动、材料强度随温度的改变等互相耦合的过程。另一方面,毛刺扎入PEEK,涉及到局部大变形问题,采用普通的有限元方法会产生剧烈的网格畸变,虽然采用动态网格重构技术可以改善这一问题,但对于热−力集中作用于毛刺尖端这种局部大变形、完全热力耦合问题效果不佳。文中采用VOF方法及粘塑性材料模型,对这一过程进行模拟,获得了较好的模拟效果。
1.2 控制方程
瞬态热传导的控制方程为:
$$ \begin{split} k(T)\left(\frac{\partial^{2}T}{\partial x^2}+\frac{\partial^2T}{\partial y^2}+\frac{\partial^2T}{\partial {\textit{z}}^2}\right)+{Q}_{{\mathrm{v}}}=\rho \left(T\right){C}_{\mathrm{P}}\left(T\right)\left(\dfrac{\partial T}{\partial t}\right) \end{split}$$ (1) 式中:T为温度;t为时间;k,ρ和CP分别是材料的热导率、密度和比热容;Qv是热量源项。
运动方程为:
$$ \left\{\begin{array}{c}\dfrac{\partial \left(\rho {u}\right)}{\partial t}+{\rm{div}}\left(\rho u{\mathop {{U}}\limits^{\rightarrow}}\right)={\rm{div}}\left(\mu \cdot \mathrm{g}\mathrm{r}\mathrm{a}\mathrm{d}u\right)-\dfrac{\partial p}{\partial x}+{S}_{\rm u}\\ \dfrac{\partial \left(\rho {v}\right)}{\partial t}+{\rm{div}}\left(\rho v{\mathop {{U}}\limits^{\rightarrow}}\right)={\rm{div}}\left(\mu \cdot \mathrm{g}\mathrm{r}\mathrm{a}\mathrm{d}v\right)-\dfrac{\partial p}{\partial y}+{S}_{\rm v}\\ \dfrac{\partial \left(\rho {w}\right)}{\partial t}+{\rm{div}}\left(\rho w{\mathop {{U}}\limits^{\rightarrow}}\right)={\rm{div}}\left(\mu \cdot \mathrm{g}\mathrm{r}\mathrm{a}\mathrm{d}w\right)-\dfrac{\partial p}{\partial {\textit{z}}}+{S}_{\rm w}\end{array}\right. $$ (2) 式中:${\mathop {{U}}\limits^{\rightarrow}}=u{\boldsymbol{i}}+v{\boldsymbol{j}}+w{\boldsymbol{k}} $为速度矢量,i, j, k为单位矢量;u, v, w分别为速度的3个分量;p为压力;μ为动力粘度;Su, Sv, Sw为动量源项。
温度相关本构方程为[7]:
$$ {{\boldsymbol{E}}}_{{\bf{ij}}}=-\dfrac{\nu _1}{E}{{\boldsymbol{\tau}} }_{{\bf{kk}}}{\delta }_{{\bf{ij}}}+\dfrac{1+v }{E}{{\boldsymbol{\tau}} }_{{\bf{ij}}}+\alpha \left(T-{T}_{0}\right){\delta }_{{\mathrm{ij}}} $$ (3) 式中:Eij为应变张量;τij为应力张量,τkk表示对应力张量求和;E为弹性模量;ν1为泊松比;δij为Kronecker符号(柯氏符号);$ \alpha $为材料的线膨胀系数;T0为参考温度。
采用Mise屈服条件[7]:
$$ {II}_{{\tau }'}-\dfrac{{Y}^{2}}{3}=0 $$ (4) 式中:$ {II}_{{\tau }'} $为偏应力第二不变量;Y为屈服应力。
1.3 模型网格划分
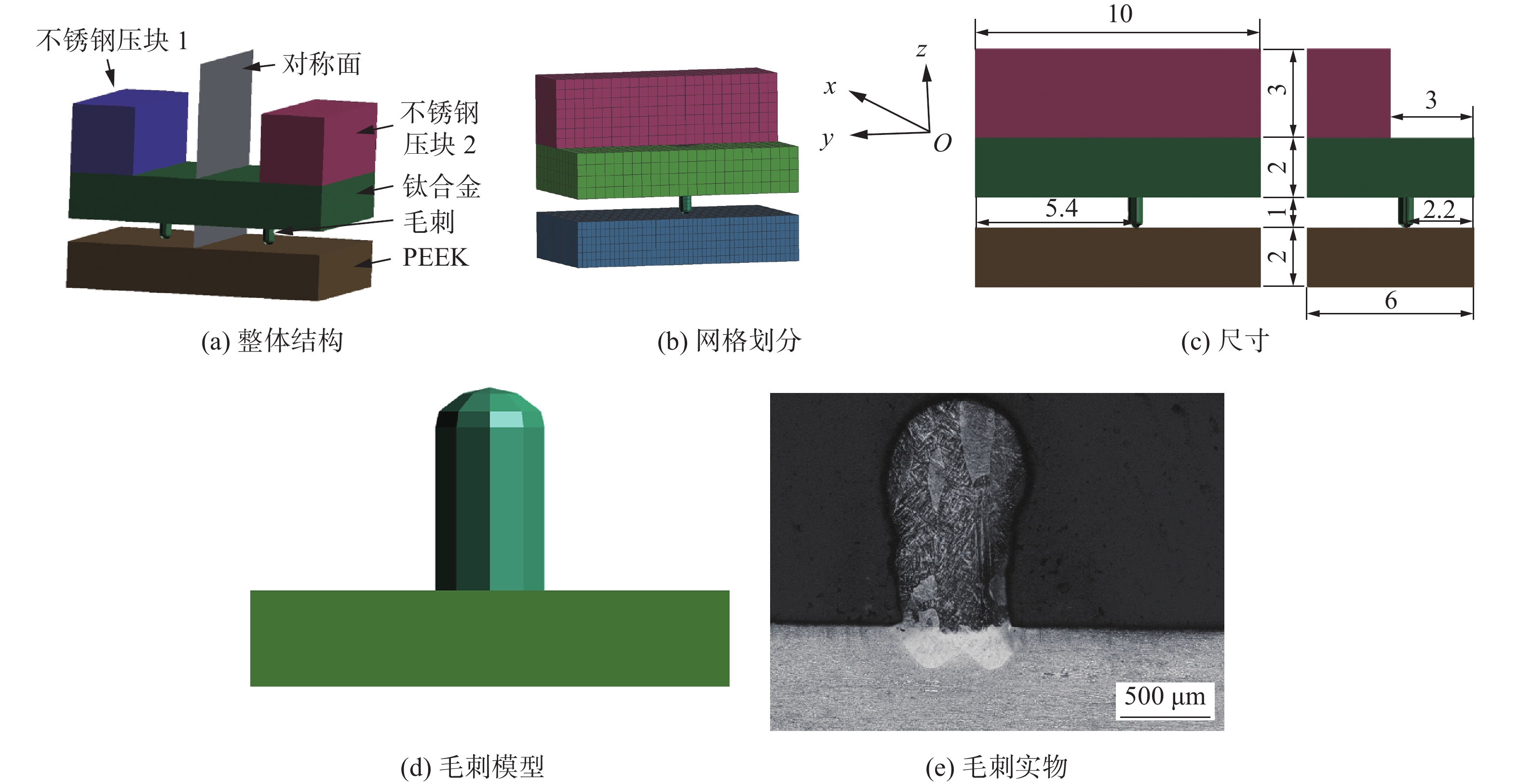
图2为模型整体结构、尺寸、网格划分和毛刺示意图。从图2(a)中可以看出,模型整体结构具有对称性,由PEEK、钛合金板及毛刺、不锈钢压块组成,激光束沿钛合金上表面与对称面的交线移动。为提高计算效率,沿对称面截取一半建立计算模型如图2(b)所示。图2(c)为模型相关尺寸。毛刺模型与毛刺实物照片,如图2(d)和图2(e)所示,实物毛刺形状是不规则的,因此毛刺模型尺寸取其平均值,直径为0.52 mm,长度为1.0 mm。
![]() 图 2 模型结构与毛刺示意图Figure 2. Diagram of model structure and burr. (a) overall structure; (b) mesh; (c) size; (d) burr model; (e) burrs in kind
图 2 模型结构与毛刺示意图Figure 2. Diagram of model structure and burr. (a) overall structure; (b) mesh; (c) size; (d) burr model; (e) burrs in kind1.4 材料属性
文中使用的试验材料包括304不锈钢、TC4钛合金、PEEK材料。TC4钛合金与不锈钢的材料物理性质见表1[8 − 9],PEEK的物理性质见表2[10]。
表 1 TC4钛合金与不锈钢物理性质Table 1. Physical properties of TC4 and stainless steel温度
T/℃钛合金 不锈钢 热导率λ/(W·m−1·K−1) 比热容CP/(J·kg−1·K−1) 密度ρ/(kg·m−3) 热导率λ/(W·m−1·K−1) 比热容CP/(J·kg−1·K−1) 密度ρ/(kg·m−3) 20 6.8 611 4440 16.7 502 7850 100 7.4 624 — — — — 200 8.7 653 — — — — 300 9.8 674 — — — — 400 10.3 691 — — — — 500 11.8 703 — 22.2 — — 600 — — — 23.9 — — 700 — — — 25.1 — — 表 2 PEEK物理性质(25 ℃)Table 2. Physical properties of PEEK (25 ℃)密度
ρ/(kg·m−3)杨氏模量E1/MPa 泊松比v1 抗拉强度σb/MPa 屈服强度σs/MPa 热导率λ/(W·m−1·K−1) 比热容CP/(J·kg−1·K−1) 玻璃化转变温度Tg/℃ 熔点Tm/℃ 1400 3850 0.4 132 118 0.95 1800 156 340 与PEEK相比,钛合金和不锈钢的形变较低,可以忽略,因此计算中忽略了钛合金和不锈钢的形变,只计算其运动及其与PEEK之间的力作用和传热作用;PEEK在屈服强度以下为弹塑性材料,在屈服强度以上为粘性流体。表2中给出的是室温(25 ℃)条件下的PEEK的屈服强度。随温度升高,PEEK屈服强度降低,至熔点时降为0。
1.5 边界与初始条件
在热边界条件中,激光热源的热流密度为高斯分布,施加于TC4钛合金上表面,设z方向为竖直方向,钛合金上表面为xOy面,则热源模型为:
$$ {q}_{{\mathrm{sur}}}=q({x},{y})=\dfrac{f{Q}_{0}}{{\text{π}} {R}_{{\mathrm{b}}}^{2}}\mathrm{e}\mathrm{x}{\mathrm{p}}\left[-\dfrac{{f(x}^{2}+{(y-{y}_{0}-Vt)}^{2})}{{R}_{{\mathrm{b}}}^{2}}\right] $$ (5) 式中:Q0为激光功率;Rb为激光焦点半径;f为能量集中系数;V为焊接速度;y0为热源初始y坐标值;t为时间。
在模型中,热源沿y轴正向移动,坐标系如图2(b)所示,激光热源参数见表3。
表 3 激光热源参数Table 3. Laser heat source parameters激光功率
Q0/W焊接速度
V/(m·s−1)离焦量
$\Delta $f/mm1100 0.02 +88 在对称面上没有热量交换,为绝热边界条件,关系式为:
$$ \dfrac{\partial T}{\partial n}=0 $$ (6) 其他表面为辐射与对流边界条件,关系式为:
$$ {-\lambda \dfrac{\partial T}{\partial n}}=-h\left(T-{T}_{0}\right)-\mathrm{\sigma }{\varepsilon }\left({T}^{4}-{T}_{0}^{4}\right) $$ (7) 式中:h为对流换热系数;σ为斯蒂芬玻尔兹曼常数;$\varepsilon $为发射率;n为表面外法线方向。
在力学边界条件中,TC4钛合金及不锈钢压块除竖直方向外,其他方向位移为0,转动自由度为0。在不锈钢压块上沿-z方向作用1.2 N的力。
在初始条件中,所有构件,即TC4钛合金、不锈钢、PEEK初始温度为25 ℃。
1.6 热源校核
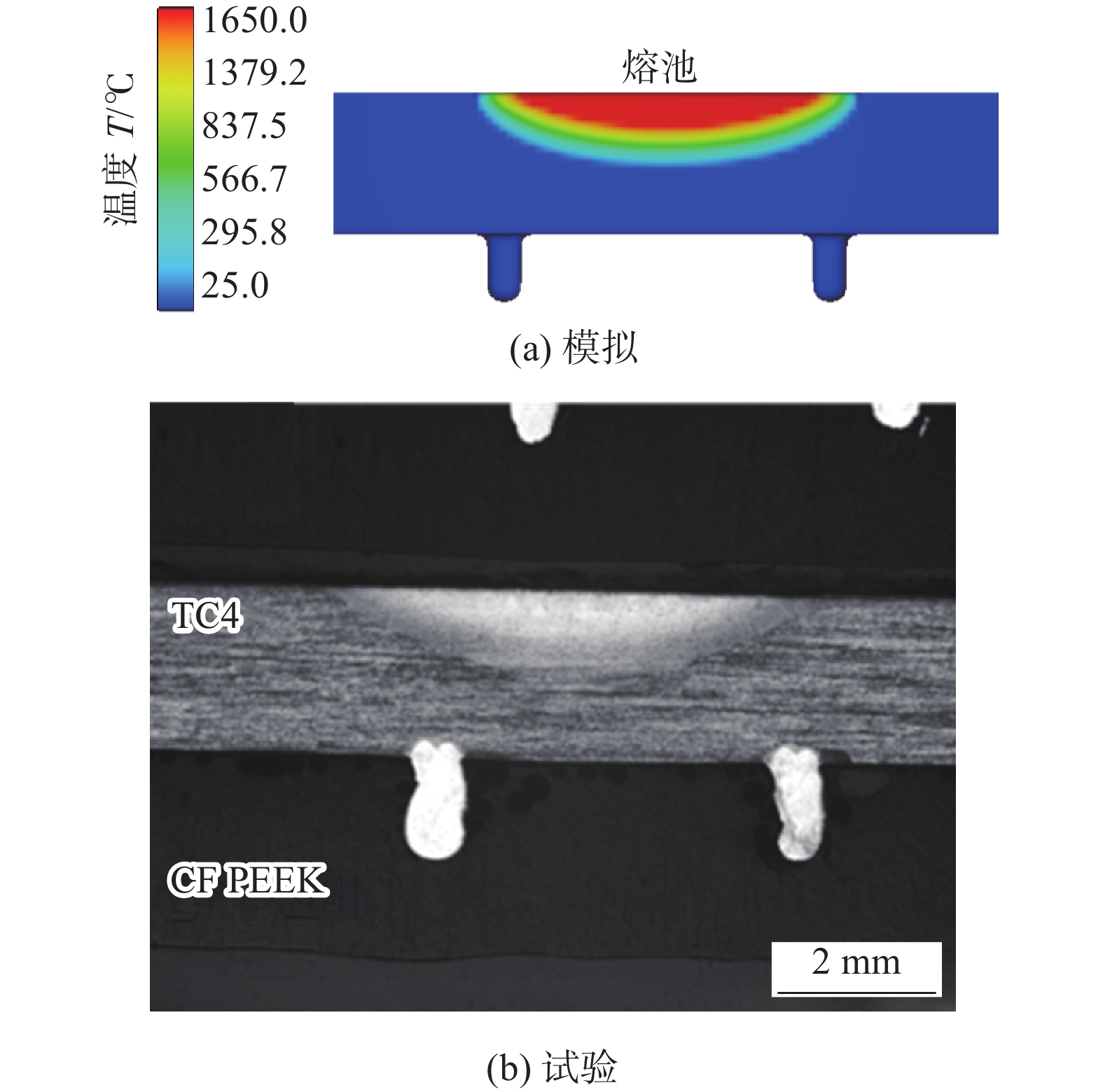
热源校核是获得准确计算结果的必要条件。采用相同的材料种类、厚度和激光焊接参数进行焊接试验和模拟计算,试验结果与计算结果进行对比,如图3所示。图3(a) 为横截面熔化区域计算结果,即温度超过材料熔点的区域,对应焊缝区域;试验结果如图3(b)所示,白色区域为熔池(焊缝)区域,对比图3(a)和图3(b),计算结果与试验结果吻合良好,证实了热源模型的正确性。
2. 计算结果与分析
2.1 连接过程中温度场变化
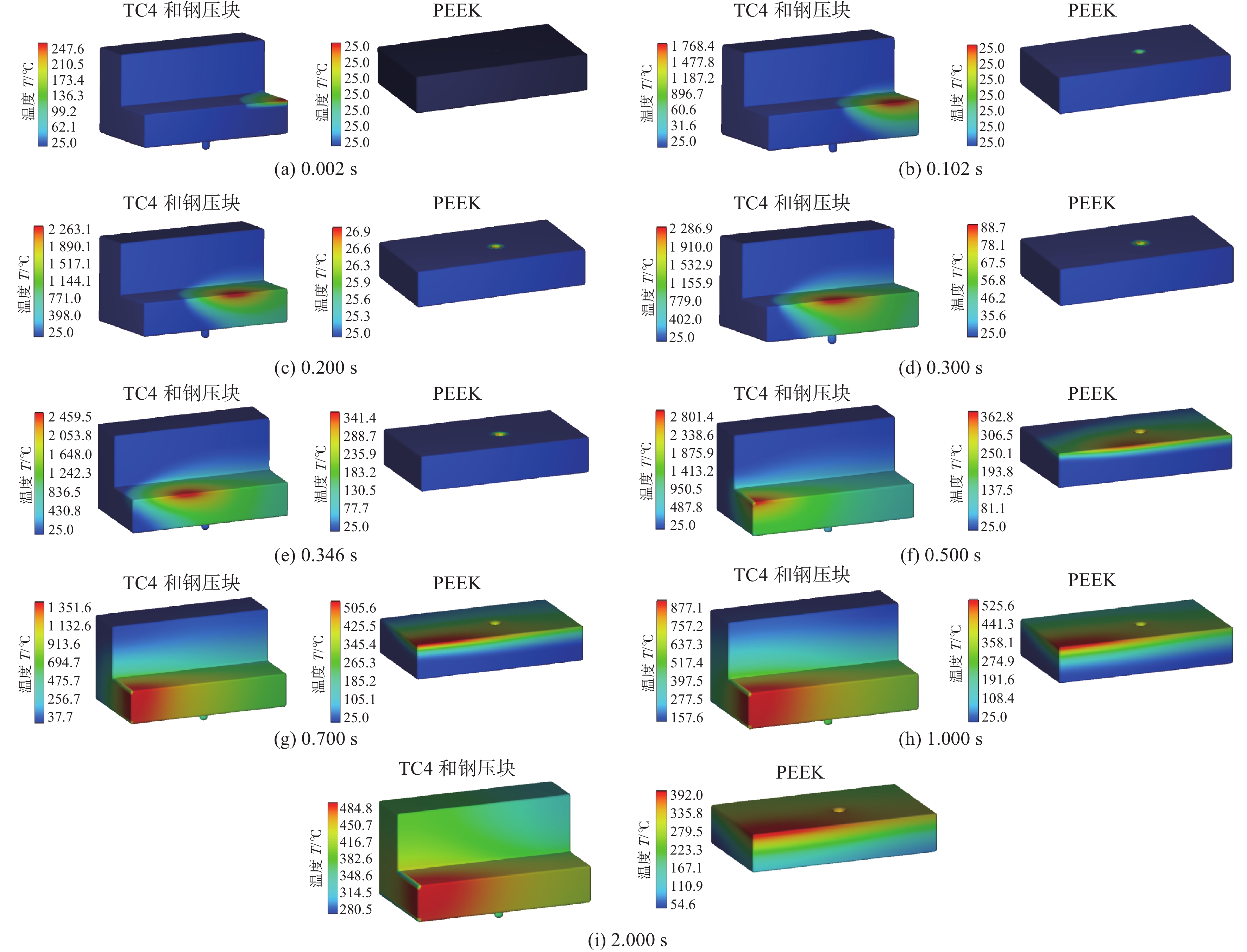
图4为连接过程中不同时刻温度场。TC4焊缝长度为10 mm,使用的焊接速度为0.02 m/s,则激光束走过TC4焊缝全长需用时0.500 s。图4每幅分图中左侧为TC4钛合金及不锈钢压块的温度场,右侧为PEEK的温度场。图4(a)为t=0.002 s时,此时热源在TC4板起点附近,热量还未波及到毛刺及PEEK,因此PEEK与初始温度相同;图4(b)为t=
0.102 s时,PEEK上表面与毛刺接触点温度开始有所变化,表明毛刺已受热量影响,其温度升高并开始向PEEK传递热量,但PEEK温度变化极小。图4(c)为t=0.200 s时,PEEK上表面与毛刺接触的区域最高温度升至26.9 ℃。图4(d)为t=0.300 s时,热源已走完焊缝全长的60%,此时PEEK温度开始显著上升,峰值温度达到88.7 ℃。图4(e)为t=0.346 s,毛刺全部压入,TC4板与PEEK全面接触。图4(f)为t=0.500 s时,此时热源已走完全程,TC4板的峰值温度位于终焊处,PEEK上表面大部分区域温度升高,峰值温度已达到362.8 ℃,位于焊缝长度的60%附近。图4(g)为t=0.700 s时,此时TC4板已冷却0.200 s,其温度不断下降,而PEEK温度不断上升,PEEK上表面温度升高的区域增大,峰值温度升高至505.6 ℃。图4(h)为t=1.000 s时,TC4峰值温度继续下降,但PEEK峰值温度继续上升,但温度升高数值有限。图4(i)为t=2.000 s时,TC4温度继续下降,PEEK温度也处于下降状态。综上可知,PEEK的全面升温从毛刺完全压入PEEK开始,该时刻是t=0.346 s,即热源走完全长的69.2%。当热源走完全程后,TC4进入降温阶段,而PEEK仍在升温。![]() 图 4 连接过程中温度场的变化Figure 4. Change of temperature field during the connection process. (a) 0.002 s; (b) 0.102 s; (c) 0.200 s; (d) 0.300 s; (e) 0.346 s; (f) 0.500 s; (g) 0.700 s; (h) 1.000 s; (i) 2.000 s
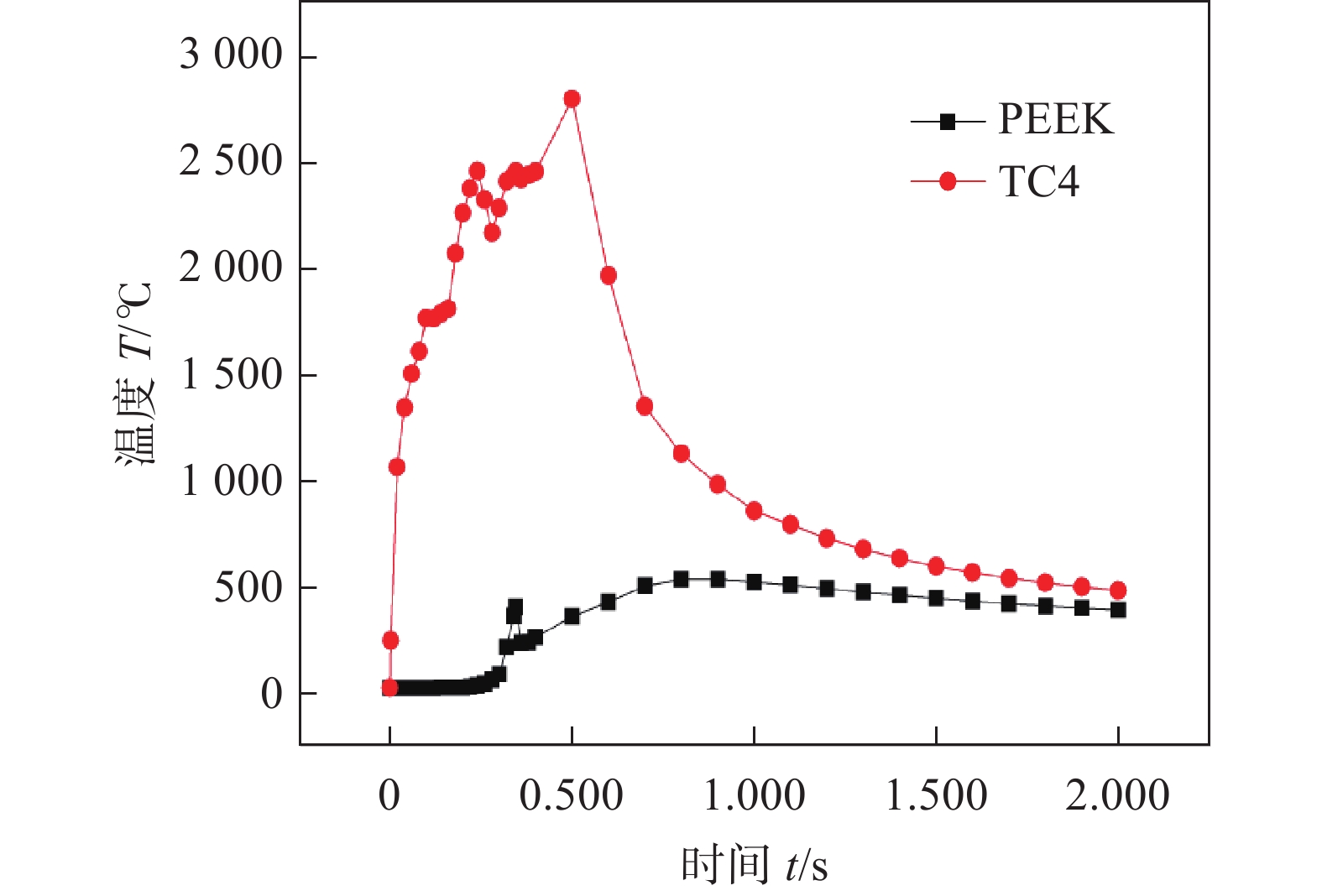
图 4 连接过程中温度场的变化Figure 4. Change of temperature field during the connection process. (a) 0.002 s; (b) 0.102 s; (c) 0.200 s; (d) 0.300 s; (e) 0.346 s; (f) 0.500 s; (g) 0.700 s; (h) 1.000 s; (i) 2.000 sTC4和PEEK的峰值温度变化与时间关系如图5所示。由图5可知,TC4的峰值温度在0.346 s以前单调上升,到0.346 s时有一个突降,随后上升至0.500 s再转入下降。0.346 s对应的是毛刺全部扎入PEEK的时刻,此时TC4与PEEK全面接触,使热接触状态发生改变,因此导致TC4峰值温度的突然降低。PEEK在0.346 s之前温度上升极为缓慢,这是由于此阶段只有毛刺与PEEK接触,在0.346 s附近,PEEK也出现一个峰值温度的突然升高和随后的降低,这是由毛刺扎入引起的,当毛刺开始扎入后,毛刺后扎入部分温度较高,更多的热量传递给PEEK,使PEEK峰值温度提高,但毛刺中储能有限,同时毛刺与PEEK接触面积显著增大,使热量分散,PEEK峰值温度转为下降。随后当毛刺完全扎入后,PEEK与TC4完全接触,PEEK峰值温度平缓上升。0.500 s后,由于热源结束对TC4板的加热,TC4温度开始平缓下降,PEEK的温度继续平稳上升,随时间的延长,转入平稳降低。
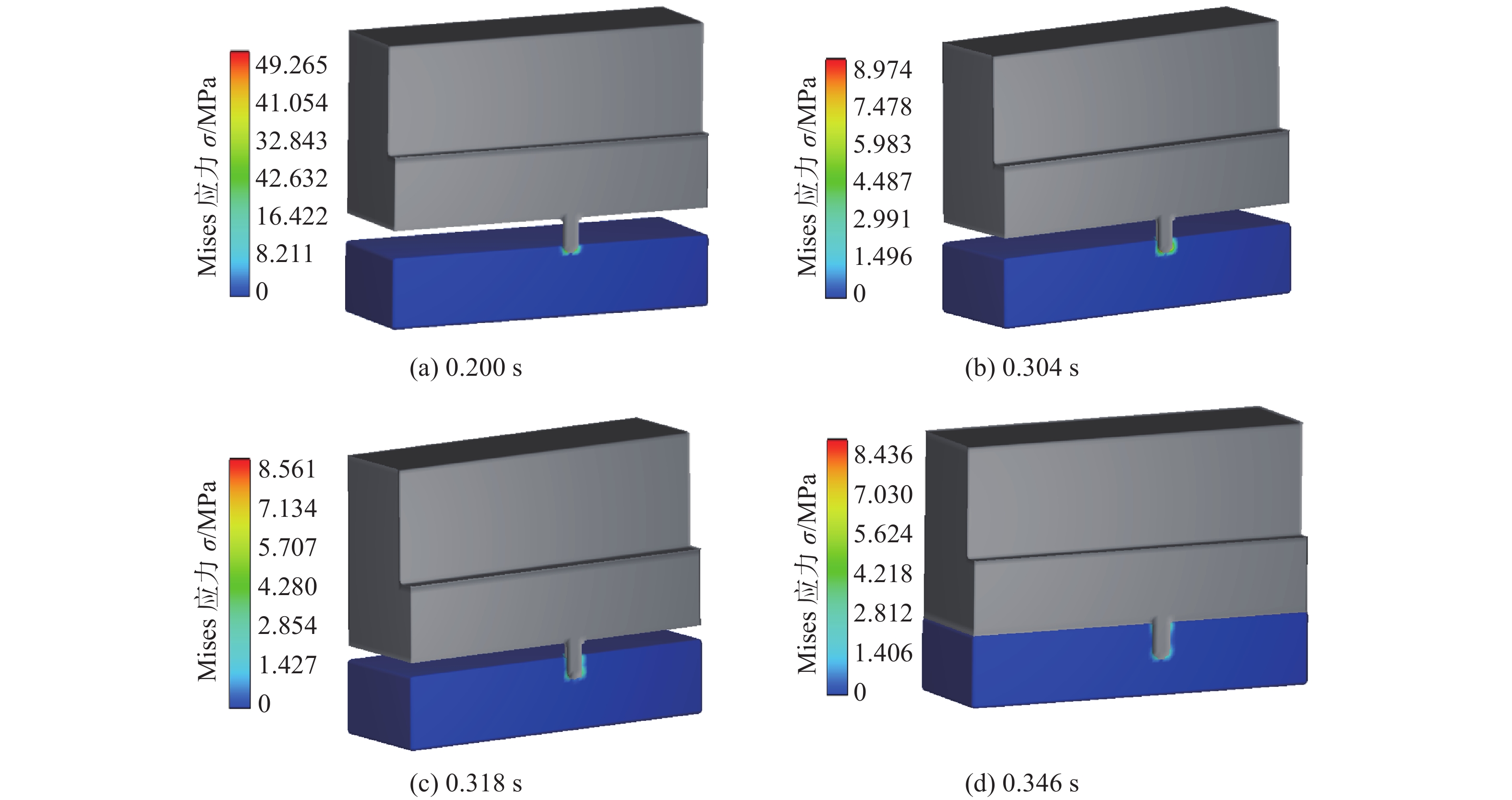
2.2 连接过程中应力变化
图6为在连接过程中PEEK的Mises应力变化。图6(a)为t=0.200 s时,毛刺未扎入,这是由于PEEK温度升高有限,如图4(c)所示,PEEK屈服强度较高,毛刺难以扎入。当t=0.300 s时,由于PEEK温度显著上升,局部峰值温度达到88.699℃,使PEEK屈服强度有所降低,此时毛刺开始扎入。图6(b)为t=
0.304 s时,毛刺显著扎入;图6(c)为t=0.318 s时,毛刺扎入超过1/2长度。图6(d)为t=0.346 s时,毛刺全部扎入PEEK中,TC4的底面与PEEK上表面实现全面接触,在整个扎入过程中,Mises应力峰值不断降低。综上可知,毛刺的扎入从0.300 s开始至0.346 s结束,时长为0.046 s,扎入过程所对应的PEEK峰值温度范围为88.699~341.4 ℃。因此,PEEK局部温度升高是毛刺压入的必要条件,而PEEK局部温度升高的热量来源是毛刺。![]() 图 6 连接过程中PEEK中Mises应力变化Figure 6. Mises stress field of PEEK during the connection process. (a) 0.200 s; (b)
图 6 连接过程中PEEK中Mises应力变化Figure 6. Mises stress field of PEEK during the connection process. (a) 0.200 s; (b)0.304 s; (c)0.318 s; (d) 0.346 s2.3 综合分析
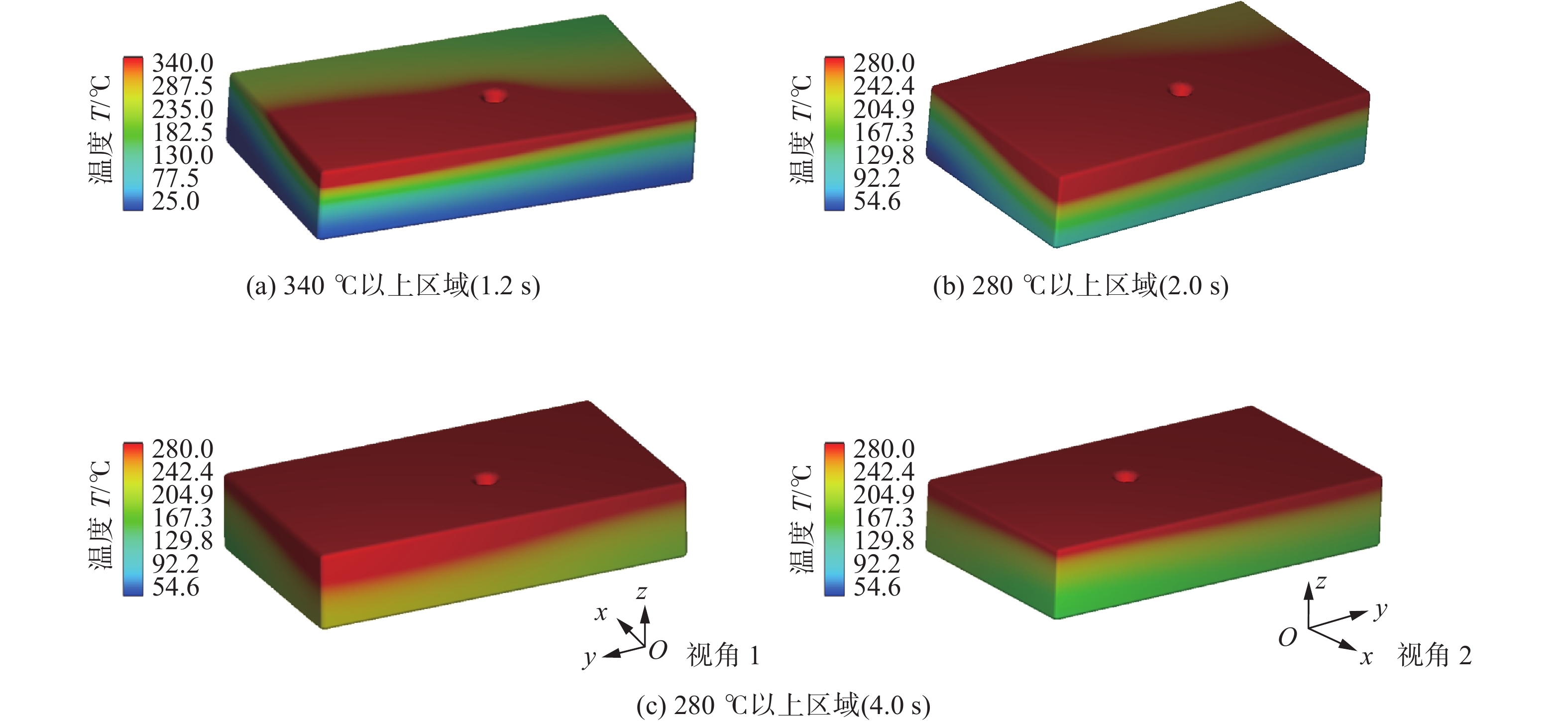
图7为毛刺完全扎入后的一段时间内PEEK的温度分布。从PEEK连接表面温度均匀性方面来看,图7(b)为1.2 s时,熔化区的分布存在不均匀性,熔化部分主要集中在靠近焊缝一侧,且在靠近终焊端的熔化区厚度较大。图7(b)为2.0 s时PEEK温度在280 ℃及以上区域的分布,可看出PEEK连接面上仍有一部分未达到280 ℃。图7(c)为4.0 s时,PEEK温度在280 ℃以上区域的分布,图中给出了两个视角观察的结果,视角1与全文坐标系一致(图2(b)),视角2为背面观察结果,在两个视角中,整个连接面都达到了280 ℃以上,但存在一定的温度不均匀性,280 ℃以上区域厚度存在差异。由此可见,这种温度不均匀性与冷却时间和温度有关,冷却时间延长会使温度不均匀性减小,即在冷却过程中,PEEK连接表面会产生一定的温度均匀化作用,但这种均匀化作用是有限的,如对于340 ℃,在1.2 s时温度均匀化已经达到最大,后续冷却没有进一步提高温度均匀性,因此图7中未给出其他结果。
![]() 图 7 PEEK不同温度以上区域的分布Figure 7. Temperature distribution of PEEK. (a) regions with temperature above 340 ℃ (1.2 s); (b) regions with temperature above 280 ℃ (2.0 s); (c) regions with temperature above 280 ℃ (4.0 s)
图 7 PEEK不同温度以上区域的分布Figure 7. Temperature distribution of PEEK. (a) regions with temperature above 340 ℃ (1.2 s); (b) regions with temperature above 280 ℃ (2.0 s); (c) regions with temperature above 280 ℃ (4.0 s)综上所述,TC4直接受激光热源作用,迅速升高温度,PEEK依靠TC4传热进行升温,局部温度升高后毛刺开始扎入,扎入过程时间很短,用时0.046 s,在毛刺完全扎入之后PEEK连接表面的温度稳步上升,同时PEEK的升温可以在TC4降温过程中持续一段时间,PEEK升温的热量来源是TC4中储存的热量。随后与TC4同时冷却,二者峰值温度趋向一致。PEEK连接表面的温度存在一定程度的不均匀性。由此可见,毛化钛合金与PEEK激光辅助连接过程中毛刺扎入过程属于完全热−力耦合过程,即传热和传力的作用二者是双向耦合的,传热影响毛刺扎入,反过来毛刺扎入也会影响传热作用。毛刺完全扎入后,上下连接面的全面接触也具有类似特点。
通过该模型可以根据毛刺扎入及连接面温度情况对连接质量进行判定,优化连接工艺。在此模型基础上,可方便地将模型扩充至含多个毛刺的较大模型,从而对更大焊件的连接工艺进行优化。
3. 结论
(1)对毛化TC4钛合金与PEEK激光辅助连接过程进行了数值模拟。建立了毛化钛合金与PEEK激光辅助连接完全热−力耦合模型,实现了毛刺扎入PEEK及毛刺与PEEK传热的双向耦合模拟。
(2)毛化钛合金与PEEK激光辅助连接过程中,毛刺扎入的热接触和随后上下连接面的全面接触传热是该连接过程中两个主要阶段,这两个阶段都属于完全热−力耦合过程,特别是毛刺扎入过程中,热量传递局限在毛刺尖端的极小区域内,而该极小范围内的传热是PEEK局部产生大变形的必要条件,该双向耦合计算难度大,文中所建立的计算模型可以很好地处理这类问题。
(3)连接过程中毛刺将热量传给PEEK,使与毛刺接触处的PEEK达到一定温度,从而使PEEK在毛刺扎入的局部小范围内产生软化,毛刺扎入一定深度,进一步向与其接触的更深处PEEK传热,不断使毛刺扎入。在毛刺完全扎入之后,PEEK连接表面的温度稳步上升,同时PEEK的升温可以在TC4降温过程中持续一段时间,PEEK上表面的温度存在一定程度的不均匀性。在冷却过程中,PEEK连接表面会产生一定的温度均匀化过程,使一定厚度的表层整体达到某一温度。
-
![]()
图 1 毛化钛合金与PEEK的连接过程示意图
Figure 1. Diagram of the connection process of textured titanium alloy and PEEK. (a) initial assembly; (b) laser heating; (c) heat transfer to burr; (d) heat transfer from burr to PEEK; (e) burr begin to insert; (f) burr insertion completed
![]()
图 2 模型结构与毛刺示意图
Figure 2. Diagram of model structure and burr. (a) overall structure; (b) mesh; (c) size; (d) burr model; (e) burrs in kind
![]()
图 4 连接过程中温度场的变化
Figure 4. Change of temperature field during the connection process. (a) 0.002 s; (b) 0.102 s; (c) 0.200 s; (d) 0.300 s; (e) 0.346 s; (f) 0.500 s; (g) 0.700 s; (h) 1.000 s; (i) 2.000 s
![]()
图 6 连接过程中PEEK中Mises应力变化
Figure 6. Mises stress field of PEEK during the connection process. (a) 0.200 s; (b)
0.304 s; (c)0.318 s; (d) 0.346 s![]()
图 7 PEEK不同温度以上区域的分布
Figure 7. Temperature distribution of PEEK. (a) regions with temperature above 340 ℃ (1.2 s); (b) regions with temperature above 280 ℃ (2.0 s); (c) regions with temperature above 280 ℃ (4.0 s)
表 1 TC4钛合金与不锈钢物理性质
Table 1 Physical properties of TC4 and stainless steel
温度
T/℃钛合金 不锈钢 热导率λ/(W·m−1·K−1) 比热容CP/(J·kg−1·K−1) 密度ρ/(kg·m−3) 热导率λ/(W·m−1·K−1) 比热容CP/(J·kg−1·K−1) 密度ρ/(kg·m−3) 20 6.8 611 4440 16.7 502 7850 100 7.4 624 — — — — 200 8.7 653 — — — — 300 9.8 674 — — — — 400 10.3 691 — — — — 500 11.8 703 — 22.2 — — 600 — — — 23.9 — — 700 — — — 25.1 — —  下载: 导出CSV
下载: 导出CSV
表 2 PEEK物理性质(25 ℃)
Table 2 Physical properties of PEEK (25 ℃)
密度
ρ/(kg·m−3)杨氏模量E1/MPa 泊松比v1 抗拉强度σb/MPa 屈服强度σs/MPa 热导率λ/(W·m−1·K−1) 比热容CP/(J·kg−1·K−1) 玻璃化转变温度Tg/℃ 熔点Tm/℃ 1400 3850 0.4 132 118 0.95 1800 156 340
下载: 导出CSV
表 3 激光热源参数
Table 3 Laser heat source parameters
激光功率
Q0/W焊接速度
V/(m·s−1)离焦量
$\Delta $f/mm1100 0.02 +88
下载: 导出CSV
-
[1] Canel T, Bağlan I, Sınmazçelik T. Mathematical modeling of heat distribution on carbon fiber Poly (ether-ether-ketone) (PEEK) composite during laser ablation[J]. Optics & Laser Technology, 2020, 127: 106190.
[2] Mao B, Siddaiah A, Liao Y, et al. Laser surface texturing and related techniques for enhancing tribological performance of engineering materials: A review[J]. Journal of Manufacturing Processes, 2020, 53: 153 − 173. doi: 10.1016/j.jmapro.2020.02.009
[3] Tan C, Su J, Feng Z, et al. Laser joining of CFRTP to titanium alloy via laser surface texturing[J]. Chinese Journal of Aeronautics, 2021, 34(5): 103 − 114.
[4] Jiao J, Xu J, Jing C X, et al. Effect of laser micro-texturing on laser joining of carbon fiber reinforced thermosetting composites to TC4 alloy[J]. Materials, 2022, 16: 1 − 17. doi: 10.3390/ma16010001
[5] Lambiase F, Genna S. Experimental analysis of laser assisted joining of Al-Mg aluminium alloy with Polyetheretherketone (PEEK)[J]. International Journal of Adhesion and Adhesives, 2018, 84: 265 − 274. doi: 10.1016/j.ijadhadh.2018.04.004
[6] Henriques B, Sampaio M, Buciumeanu M, et al. Laser surface structuring of Ti6Al4V substrates for adhesion enhancement in Ti6Al4V-PEEK joints[J]. Materials Science and Engineering: C, 2017, 79: 177 − 184. doi: 10.1016/j.msec.2017.04.157
[7] Malvern L E. Introduction to the mechanics of a continuous edium[M]. Hemel Hempstead, England: Prentice-Hall International Incorporated, 1969.
[8] 《中国航空材料手册》委员会. 中国航空材料手册: 第4卷[M]. 北京: 中国标准出版社, 2001. Editorial Board of China Aeronautical Materials Handbook. China aeronautical materials handbook: Volume 4[M]. Beijing, China: China Standards Press, 2001.
[9] 《中国航空材料手册》委员会. 中国航空材料手册: 第1卷[M]. 北京: 中国标准出版社, 2001. Editorial Board of China Aeronautical Materials Handbook. China aeronautical materials handbook: Volume 1 [M]. Beijing, China: China Standards Press, 2001.
[10] 《中国航空材料手册》委员会. 中国航空材料手册: 第7卷[M]. 北京: 中国标准出版社, 2002. Editorial Board of China Aeronautical Materials Handbook. China aeronautical materials handbook: Volume 7 [M]. Beijing: China Standards Press, 2002.
计量
- 文章访问数: 24
- HTML全文浏览量: 3
- PDF下载量: 3
